

Rolling method of high-strength hot-rolled steel plate
A hot-rolled steel plate and high-strength steel technology, applied in the field of hot-rolled strip production, can solve the problems of poor metallographic structure uniformity and insufficient stability of overall mechanical properties, and achieve the effects of uniform distribution, low cost, and short production cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
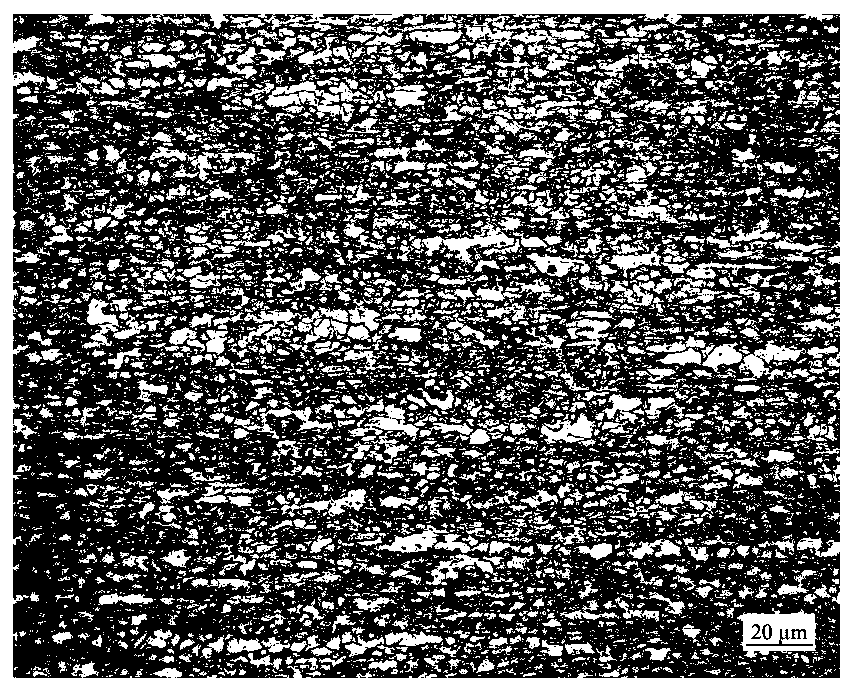
[0015] The P700L produced by Panzhihua Iron and Steel Co., Ltd. has a specification of 8.0mm×1360mm (thickness×width), and the thickness of the continuous casting slab is 230mm. The roll gap is 185mm, the deformation of the final pass of rough rolling is 29%, the cumulative deformation of finishing rolling is 86%, of which the deformation of the penultimate pass is 16%, and the deformation of the last pass is 12%. Its mechanical properties are Rel: 711MPa, Rm: 772MPa, A: 23.5%, metallographic structure see figure 1 , figure 1 The ferrite is white and the pearlite is black.
Embodiment 2
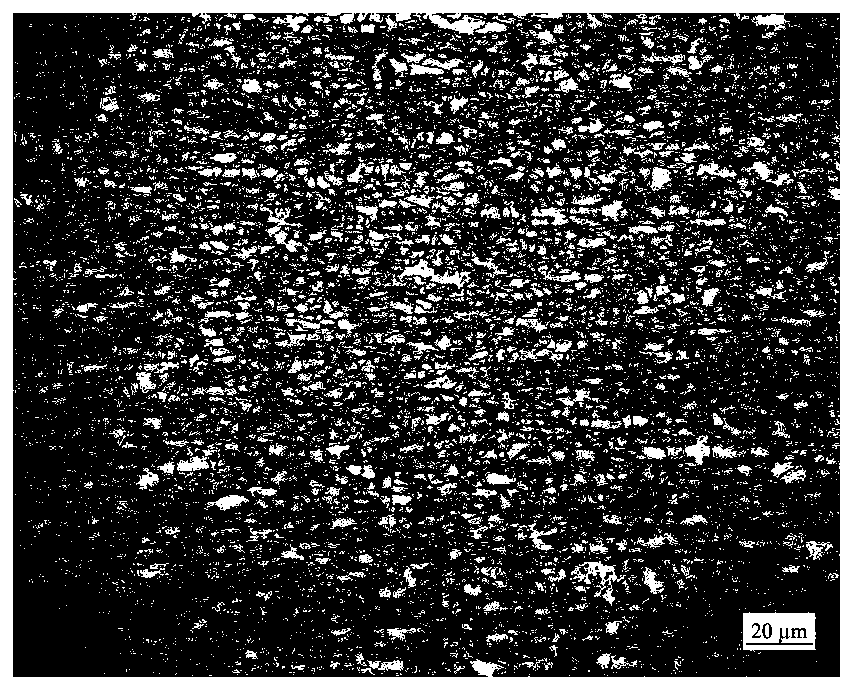
[0017] The P750L produced by Panzhihua Iron and Steel Co., Ltd. has a specification of 6.0mm×1258mm (thickness×width), and the thickness of the continuous casting slab is 200mm. The roll gap is 168mm, the deformation of the final pass of rough rolling is 32%, the cumulative deformation of finishing rolling is 89%, of which the deformation of the penultimate pass is 16%, and the deformation of the final pass is 11%. Its mechanical properties are Rel: 758MPa, Rm: 820MPa, A: 22.0%, see metallographic structure figure 2 , figure 2 The ferrite is white and the pearlite is black.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More