

Method for planning laser scanning path of thin-walled part and 3D printing method
A technology of laser scanning path and thin-walled parts, which is applied in the field of additive manufacturing, can solve problems such as unevenness and over-thickness of the blank, and achieve the effect of improving flatness, reducing the thickness of the blank, and meeting the requirements of machining allowance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0063] A laser scanning path planning method for thin-walled parts, comprising the following steps:
[0064] S1. Establish a three-dimensional model of the thin-walled part to be formed, and divide the three-dimensional model into several slice layers. Slicing layers such as image 3 shown.
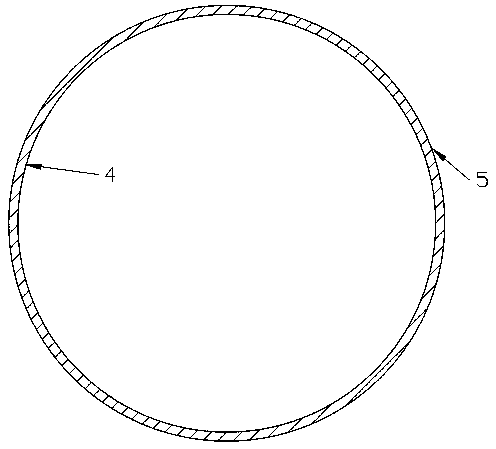
[0065] S2. Carry out scanning path planning for each slice layer, and there are three scanning paths, including a midline 1 and a first conformal line 2 and a second conformal line 3 located on both sides of the midline 1, The midline 1 coincides with the centerline of the slice layer, and the first conformal line 2 is on the slice layer, away from the midline 1 and close to the first contour line 4 of the conformal line 2 Parallel; the second conformal line 3 is parallel to the second contour line 5 on the slice layer, away from the midline 1 and close to the second conformal line 3, and the scanning path is as follows Figure 4 shown. The wall thickness of the thin-walled part is d=...
Embodiment 2
[0072] The laser scanning path planning method for thin-walled parts in this embodiment is basically the same as that in Embodiment 1, the only difference being:
[0073] There are two scanning paths, including the first conformal line 2 and the second conformal line 3, the first conformal line 2 is on the slice layer, away from the center line of the slice layer and close to the slice layer The first contour line 4 of the first conformal line 2 is parallel; the second conformal line 3 is on the slice layer, away from the center line of the slice layer and close to the second conformal line 3. Contour lines 5 are parallel. The first conformal line 2 and the second conformal line 3 are connected.
[0074] The distance between the first conformal line 2 and the first contour line 4 is 3.2 mm, and the distance between the second conformal line 3 and the second contour line 5 is 3.2 mm. The molten pool width is 8mm, and the laser power is 7500W.
[0075] Observing the metal com...
Embodiment 3
[0077] The laser scanning path planning method for thin-walled parts in this embodiment is basically the same as that in Embodiment 1, the only difference being:
[0078] The distance between the first conformal line 2 and the first contour line 4 is 2 mm, and the distance between the second conformal line 3 and the second contour line 5 is 2 mm. The molten pool width is 7mm, and the laser power is 6500W.
[0079] Observing the metal component of this embodiment, the surface is smooth without cracks, and the thickness of the 3D printed blank is 11 mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More