

Casting system for large-scale thin-walled high-temperature alloy casting
A high-temperature alloy and pouring system technology, applied in the direction of casting mold, core, casting mold composition, etc., can solve problems such as undercasting, cracks, and large range of alloy mushy areas, so as to prevent undercasting, improve casting pass rate, The effect of preventing porosity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
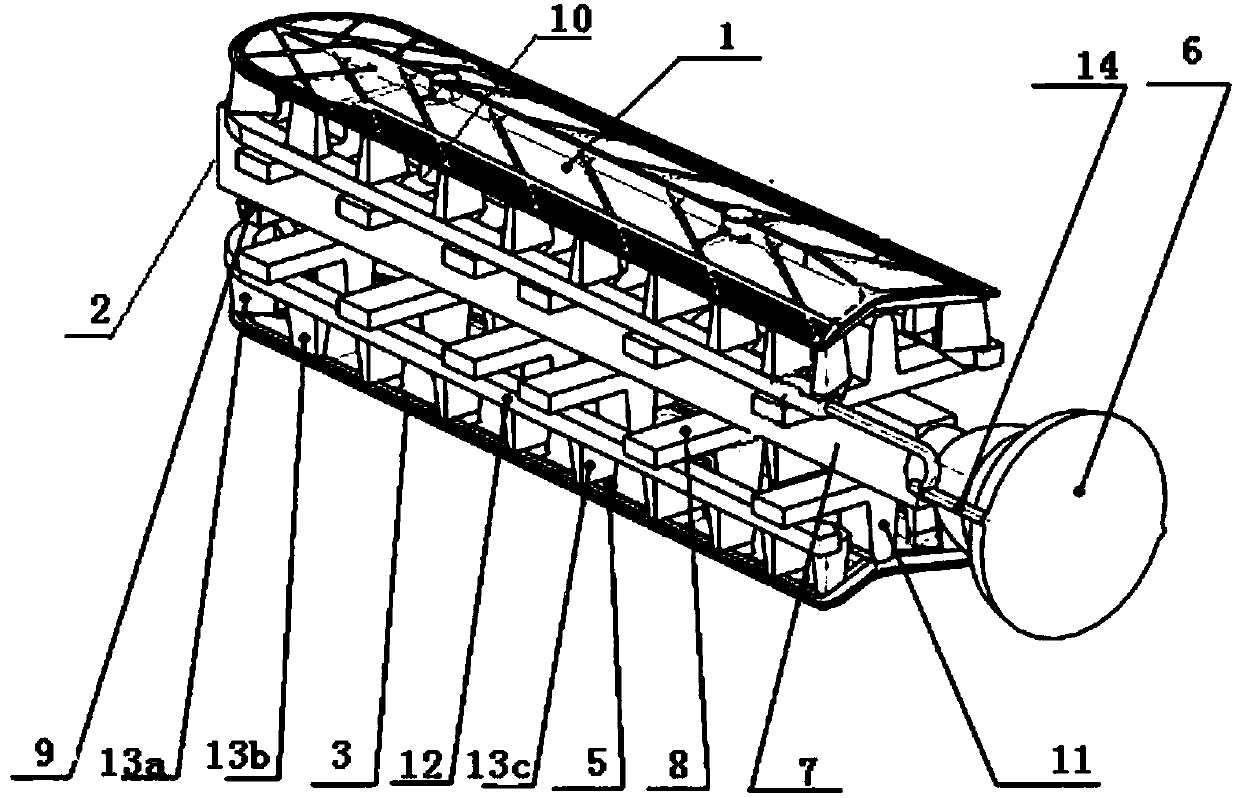
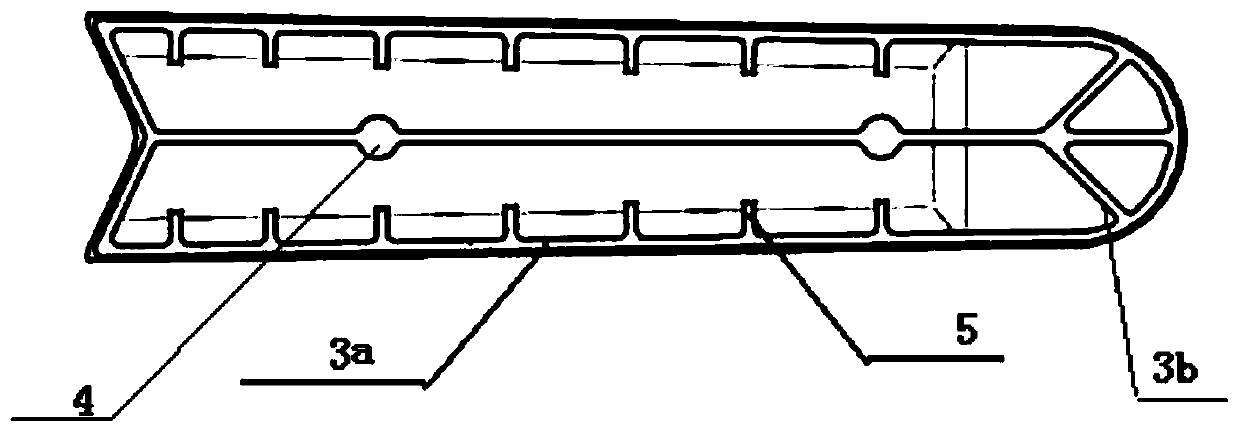
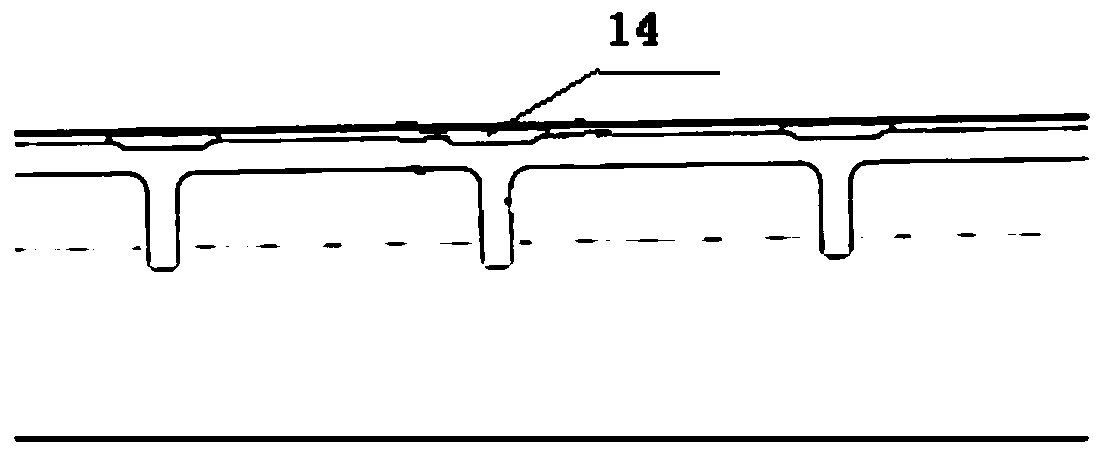
[0028] Such as Figure 5-6 As shown, the outline size of a large thin-walled superalloy casting is 500.5mm×100mm. The thickness of the bottom plate is divided into front and rear ends. The thickness of the front bottom plate is 0.6 mm to 0.8 mm, and the thickness of the rear bottom plate is 0.8 mm to 1 mm. In the middle is a load-bearing main rib with a thickness of about 2.5mm to 3.8mm, and two pin seats are installed in the distribution. The overall structure is that the ribs are criss-crossed and the thickness is 1.5mm~3mm. The bottom plate in the front arc area is flat, the middle of the rest is flat, and the two sides are overlapping surfaces at a certain angle. The specific gating system design is carried out based on this casting as an example.
[0029] Such as Figure 1~4 As shown, a large-scale thin-wall superalloy casting gating system includes a casting 1 and a runner 2. The casting 1 is symmetrically arranged on both sides of the runner 2, forming a two-piece st...
PUM
| Property | Measurement | Unit |
|---|---|---|
| radius | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More