

Dissimilar metal pipe overlap joint and welding method thereof
A technology for lap joints and dissimilar metals, applied in the field of lap joints of dissimilar metal pipes and their welding, can solve the problems of inability to form a collision angle, limit the bearing capacity of the joint, and small area, so as to expand the area of the metallurgical connection area and improve the collision Speed, the effect of improving the probability of matching
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
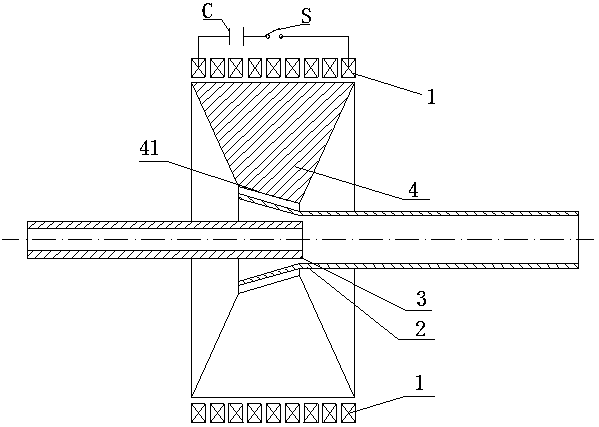
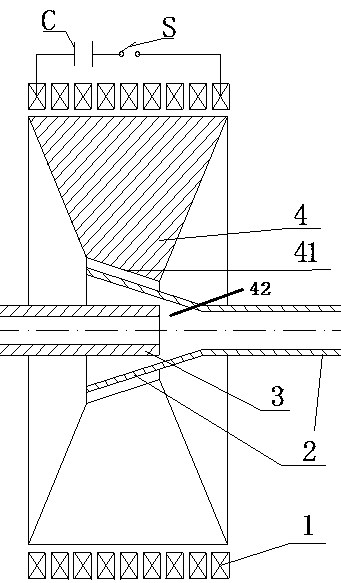
[0044] This embodiment includes a solenoid coil 1 , a magnet collector 4 , a high voltage switch S and a capacitor bank C.
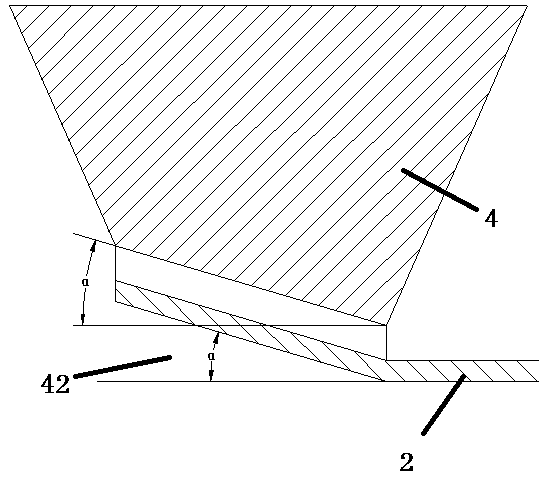
[0045] The material of the solenoid coil 1 is copper, and the material of the magnetic collector 4 is generally a copper alloy with low resistivity and high strength. , the working area 41 of the magnetic collector is designed as a conical surface structure, and the angle between the conical surface and the axial direction is defined as the cone angle α of the conical surface. 4°; any end of the outer tube 2 is flared, and the flare angle should be equal to the cone angle of the conical surface 41 in the working area of the magnetic collector, and the final position relationship between the two should be parallel. The solenoid coil 1 is set on the outer surface of the magnetic collector 4, and the two are placed in a concentric circle. The capacitor bank C, the high voltage switch S, and the solenoid coil 1 are connected in series in the circuit.
[...
Embodiment 2
[0050] In this example, it is the connection of two equal-diameter pipes. The selected outer pipe 2 is a 3A21 aluminum alloy outer pipe with an outer diameter of 20mm, an inner diameter of 18mm, a wall thickness of 1mm, and a length of 100mm. The flare angle of the outer pipe 2 is 3˚~5˚, the flare angle selected in this example is 5˚. The inner pipe 3 is a No. 20 steel pipe, with an outer diameter of 20 mm, an inner diameter of 14 mm, a wall thickness of 3 mm, and a length of 80 mm. Other specific implementation methods are the same as the first embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More