

Composite forming method for thick spiral blade
A technology of helical blade and composite forming, applied in forming tools, gas flame welding equipment, manufacturing tools, etc., can solve the problems such as the inability to control the inner and outer diameters well, the narrow flow space of the cast metal, and the easy rebounding and irregularity of the forming. The effect of small pitch size error, fast pressing speed and stable molding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] A composite molding method of a thick helical blade of the present invention will be described in more detail below in conjunction with the accompanying drawings and through specific implementation methods.
[0025] In describing the present invention, it should be understood that the terms "upper", "lower", "front", "rear", "left", "right", "top", "bottom", "inner", " The orientation or positional relationship indicated by "outside", etc. is based on the orientation or positional relationship shown in the drawings, and is only for the convenience of describing the present invention and simplifying the description, rather than indicating or implying that the referred device or element must have a specific orientation, so as to Specific orientation configurations and operations, therefore, are not to be construed as limitations on the invention.
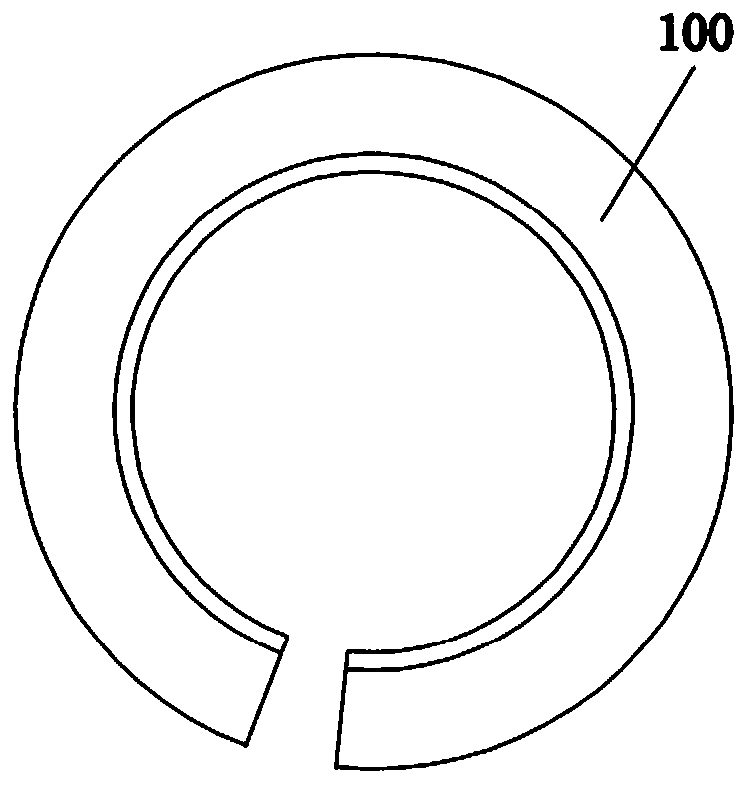
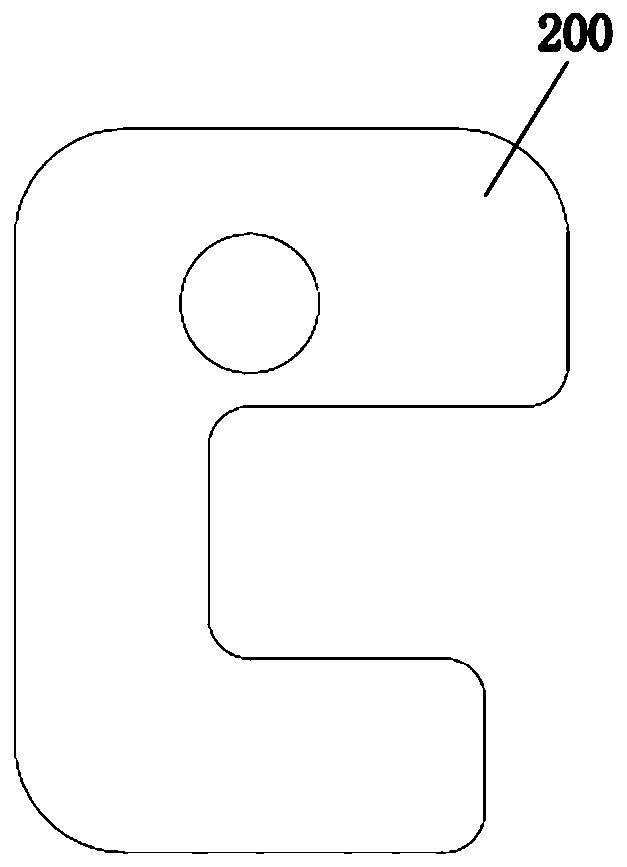
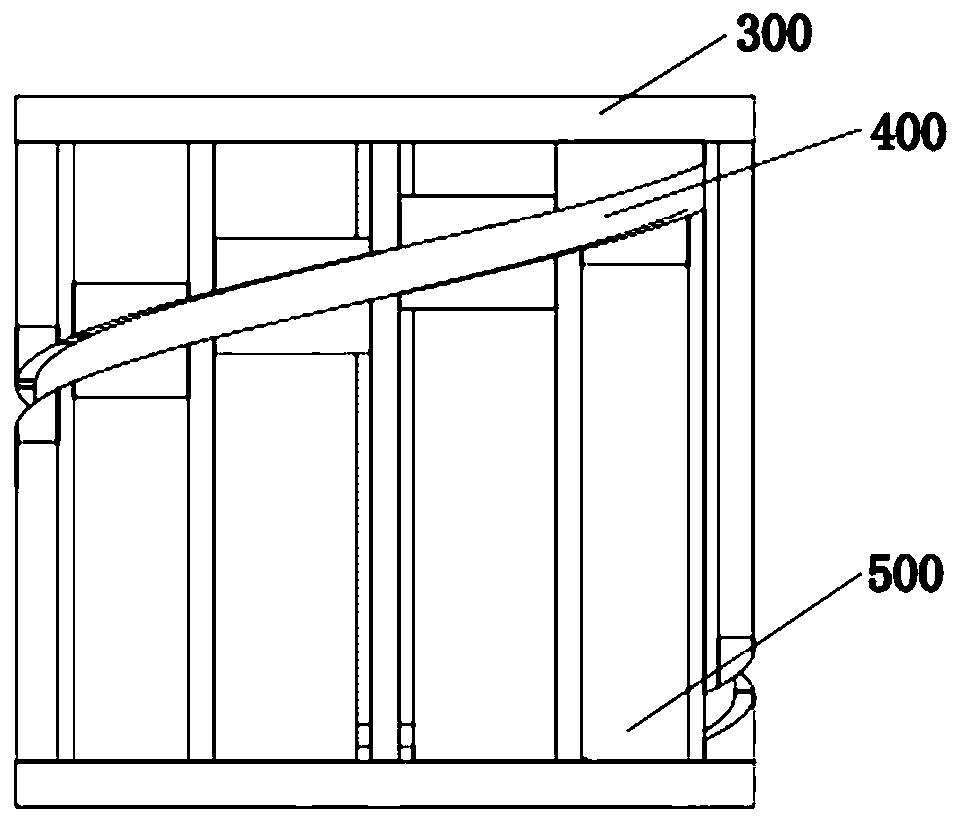
[0026] see Figure 1-Figure 4 , the present embodiment discloses a thick helical blade composite molding method, comprising ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More