

Screw-thread steel rolling production line and production method thereof
A production line, rebar technology, applied in metal rolling, metal rolling, manufacturing tools, etc., can solve the problem of high finishing rolling temperature, inability to control the rolling process, and difficult to cut and rolled steel bars to effectively control the precision, etc. problem, to achieve the effect of controlling the dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0020] The following describes the technical solutions in the embodiments of the present invention clearly and completely. Obviously, the described embodiments are only a part of the embodiments of the present invention, rather than all the embodiments. Based on the embodiments of the present invention, all other embodiments obtained by those of ordinary skill in the art without creative work shall fall within the protection scope of the present invention.
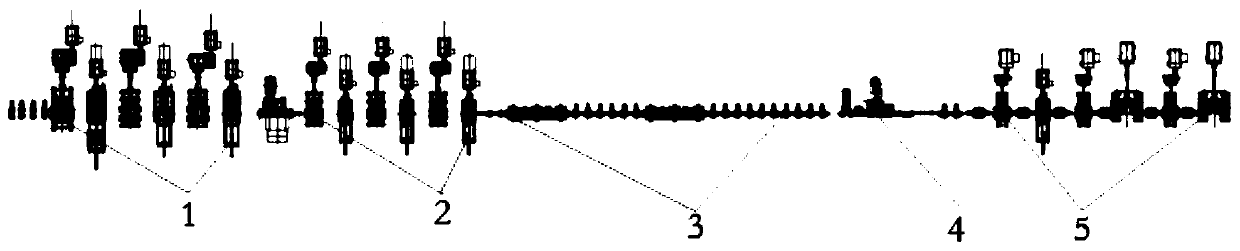
[0021] Such as figure 2 , The embodiment of the present invention provides a rebar rolling production line, including a rough rolling unit 100, an intermediate rolling unit 200, a pre-water cooling unit 300, and a finishing unit 500 arranged in sequence along the running direction of the rolling stock. The intermediate rolling unit 200 includes The split-rolling section is the middle section of the intermediate rolling group 200. The split-rolling section includes at least one roll with a split-rolling pass. Two pre-finishi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More