

Hot runner system applied to heat-sensitive injection molding material, and application method of hot runner system
A hot runner, heat-sensitive technology, applied in the field of injection molds, can solve the problems of reduced installation and use quality, hindered plastic flow, scorching, etc., to avoid stress shearing and resistance, and avoid scorching.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0067] In order to make the technical means, creative features, goals and effects achieved by the present invention easy to understand, the following will further explain how the present invention is implemented in conjunction with the accompanying drawings and specific implementation methods.
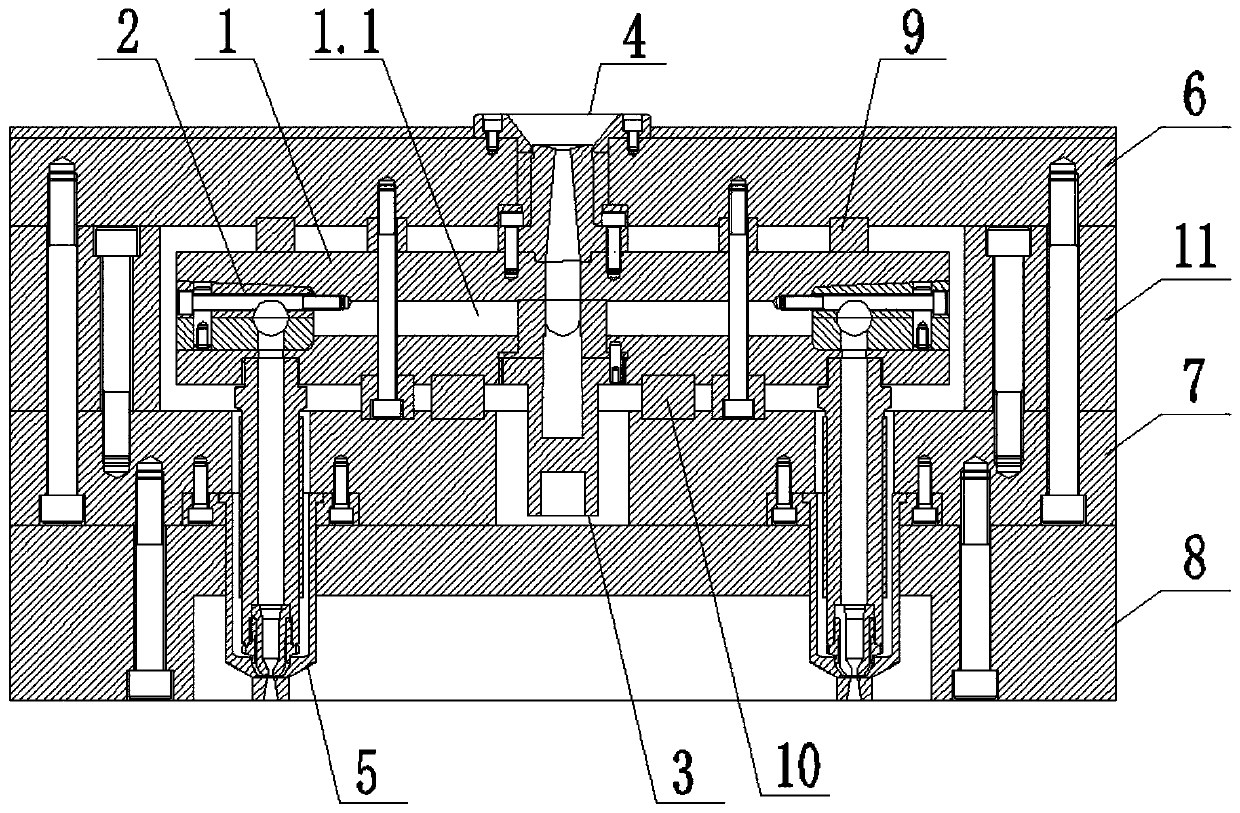
[0068] refer to figure 1 As shown, the present invention provides a hot runner system for heat-sensitive injection molding materials, including a manifold 1, a runner rotary cutter 3, a main injection nozzle 4, several inserts 2, and several sub-injection nozzles 5;
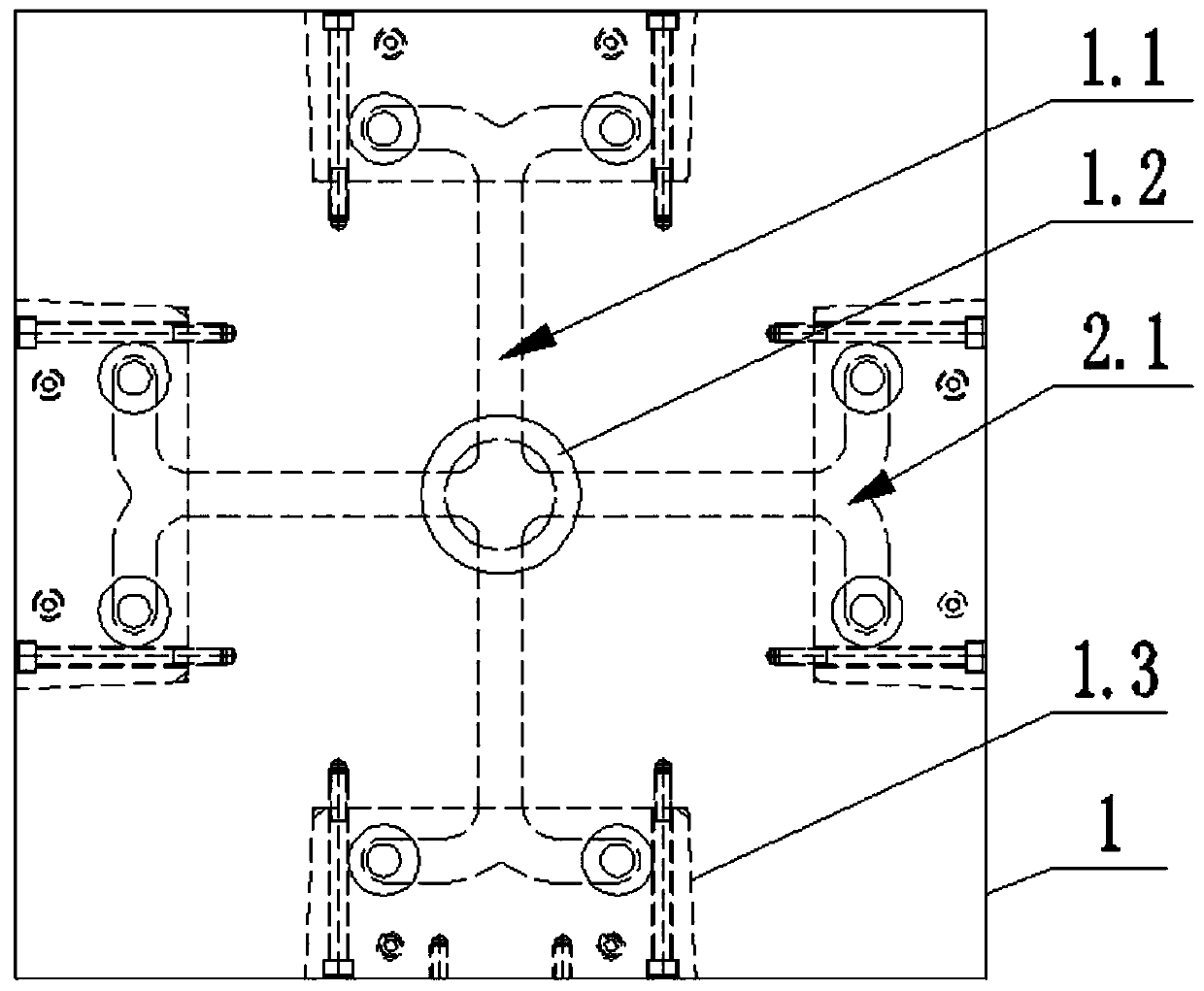
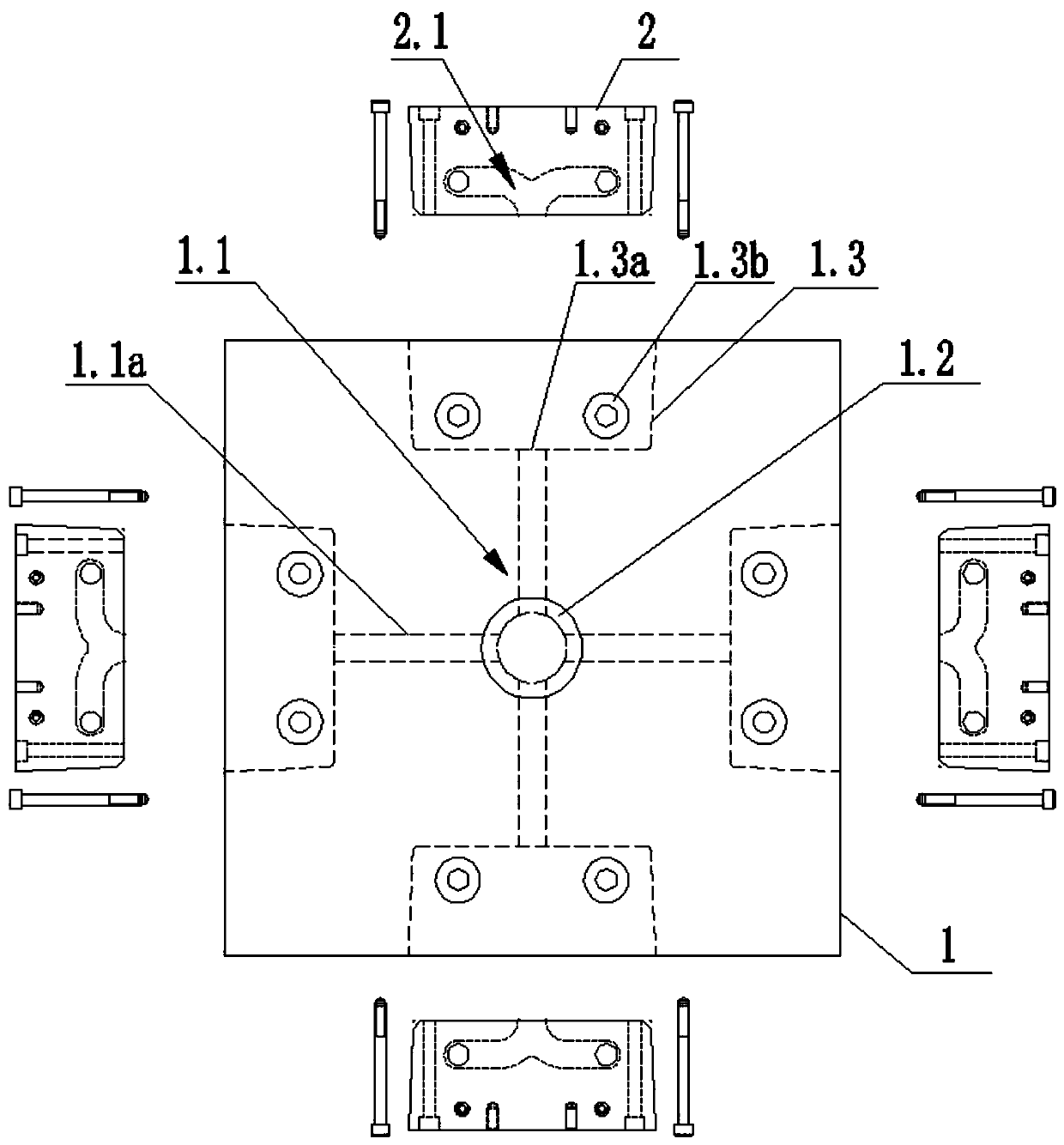
[0069] Specifically, see Figure 1 to Figure 6As shown, a first distribution channel 1.1 is provided inside the distribution plate 1, and a cutter groove 1.2 is provided at the bottom of the distribution plate 1 and at the vector intersection of the first distribution channel 1.1. An insert groove 1.3 is installed in the cutter groove 1.2, and a runner rotary cutter 3 corresponding to the rotary cutting corresponding to...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More