

A kind of nickel-based foil strip solder for high-temperature alloy connection and its preparation method and application
A high-temperature alloy and brazing material technology, which is applied in welding equipment, metal processing equipment, welding/cutting media/materials, etc., can solve problems such as difficulty in realizing the final structure and complexity, and achieve a wide range of brazing temperatures, a wide range of applications, little corrosion effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] The parent material to be welded in this embodiment is a nickel-based superalloy DD405, and the chemical composition of the alloy is (wt.%):
[0033] Ni-7.5Co-7Cr-5W-6.5Ta-6Al-6.5Ta-3Re-0.15Hf-1.5Mo.
[0034] The solder composition is (wt.%):
[0035] Ni-7Co-10Cr-4Al-3Ti-8W-3Mo-0.3Fe-1Si-1B.
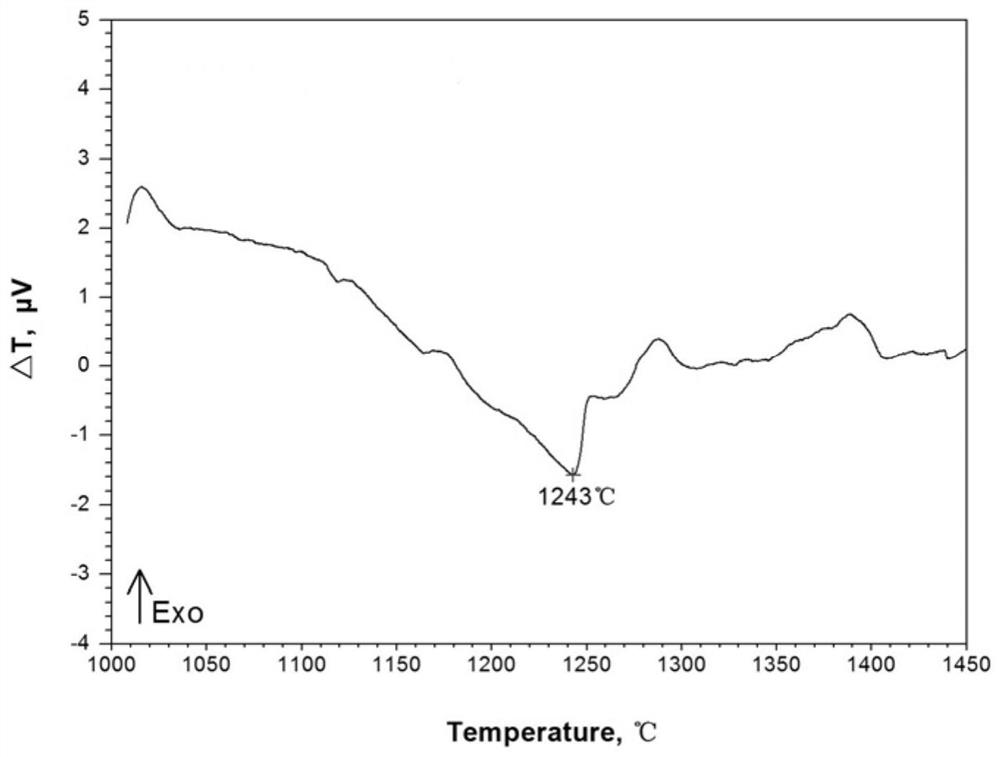
[0036] Brazing material preparation method: mix the raw materials with a purity greater than 99.99% in proportion and put them into a vacuum arc melting furnace to melt them into alloy ingots. The melting process is as follows: refining temperature 1480 ° C, refining time 25 minutes; Melt quick quenching method is used to prepare foil strips. The preparation process is as follows: copper roll speed is 26m / s, injection pressure is 35kPa, and melt temperature is 1480°C. The morphology of the prepared nickel-based foil ribbon solder is as follows: figure 1 As shown, it is band-shaped with a metallic luster on the surface. The DTA curve of foil strip in the present embodiment is a...
Embodiment 2
[0040] The parent material to be welded in this embodiment is a cobalt-based superalloy DZ40M, and the chemical composition of the alloy is (wt.%):
[0041] Co-11Ni-25Cr-7.5W-0.4Ta-1Al-0.2Ti-0.5C-0.2Ti-0.4Mo.
[0042] The chemical composition of solder is (wt.%):
[0043] Ni-16Co-16Cr-3Al-2Ti-8W-5Mo-0.8Fe-3Si-1.5B.
[0044] Brazing material preparation method: mix the raw materials with a purity greater than 99.99% in proportion and put them into a vacuum arc melting furnace to melt them into alloy ingots. The melting process is as follows: refining temperature 1460°C, refining time 25 minutes; Melt quick quenching method is used to prepare foil strips, and the preparation process is as follows: copper roll speed is 26m / s, injection pressure is 35kPa, and melt temperature is 1465°C. The prepared nickel-based foil ribbon brazing filler metal is strip-shaped, and the surface presents metallic luster.
[0045] Before welding, the cobalt-based superalloy DZ40M is processed into...
Embodiment 3
[0048] The parent material to be welded in this embodiment is a nickel-based superalloy CMSX-4, and the chemical composition of the alloy is (wt.%):
[0049] Ni-9.5Co-6.5Cr-6.5W-6.5Ta-5.5Al-3Re-1Ti-0.6Mo.
[0050] The chemical composition of solder is (wt.%):
[0051] Ni-6Co-13Cr-2Al-1Ti-4W-4Mo-2Fe-4Si-2B.
[0052] Brazing material preparation method: mix the raw materials with a purity greater than 99.99% in proportion and put them into a vacuum arc melting furnace to melt them into alloy ingots. The melting process is as follows: refining temperature 1420°C, refining time 20 minutes; Melt rapid quenching method is used to prepare foil strips. The preparation process is as follows: copper roll speed 26m / s, injection pressure 35kPa, melt temperature 1440°C. The prepared nickel-based foil ribbon brazing filler metal is strip-shaped, and the surface presents metallic luster.
[0053] Before welding, the solid solution nickel-based superalloy CMSX-4 is processed into Use No. 8...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More