Full-automatic cast welding process and production line of lead-acid storage battery
A lead-acid battery and production line technology, applied in foundry equipment, foundry workshops, manufacturing tools, etc., can solve the problems of short connection time, inability to cut and close the brush work, etc., achieve short connection time, improve the effect of lead immersion, and ensure smoothness degree of effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
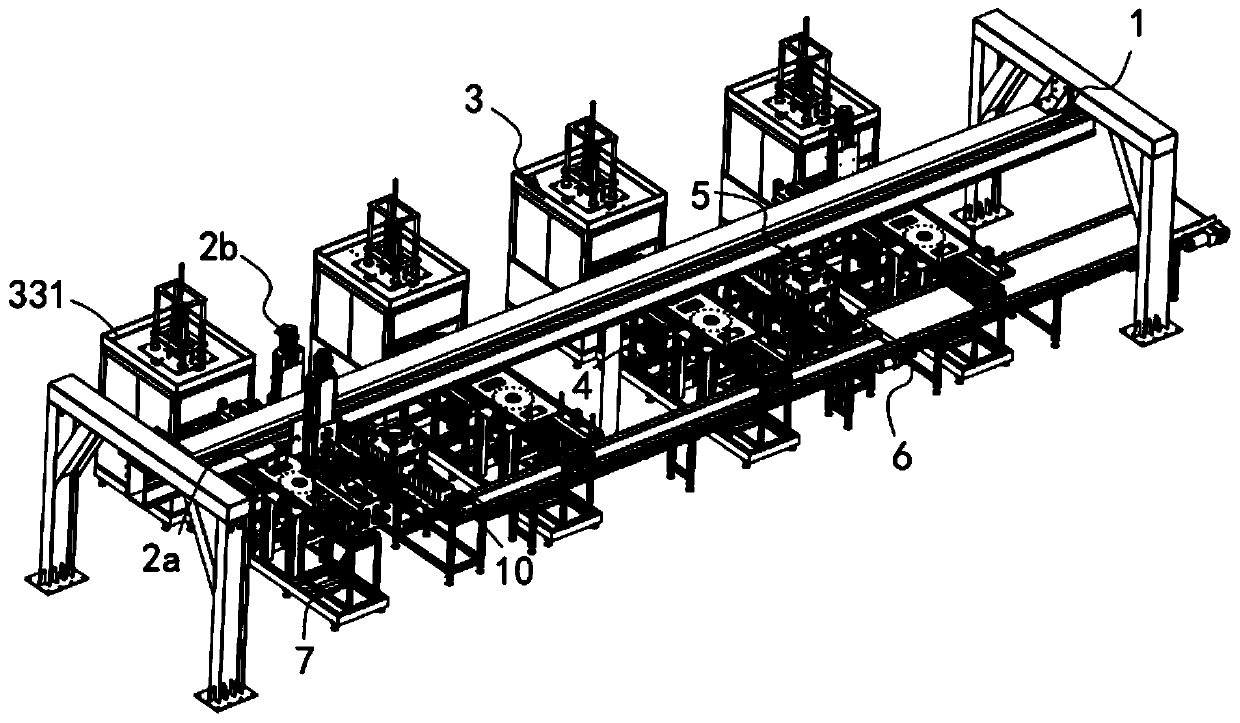
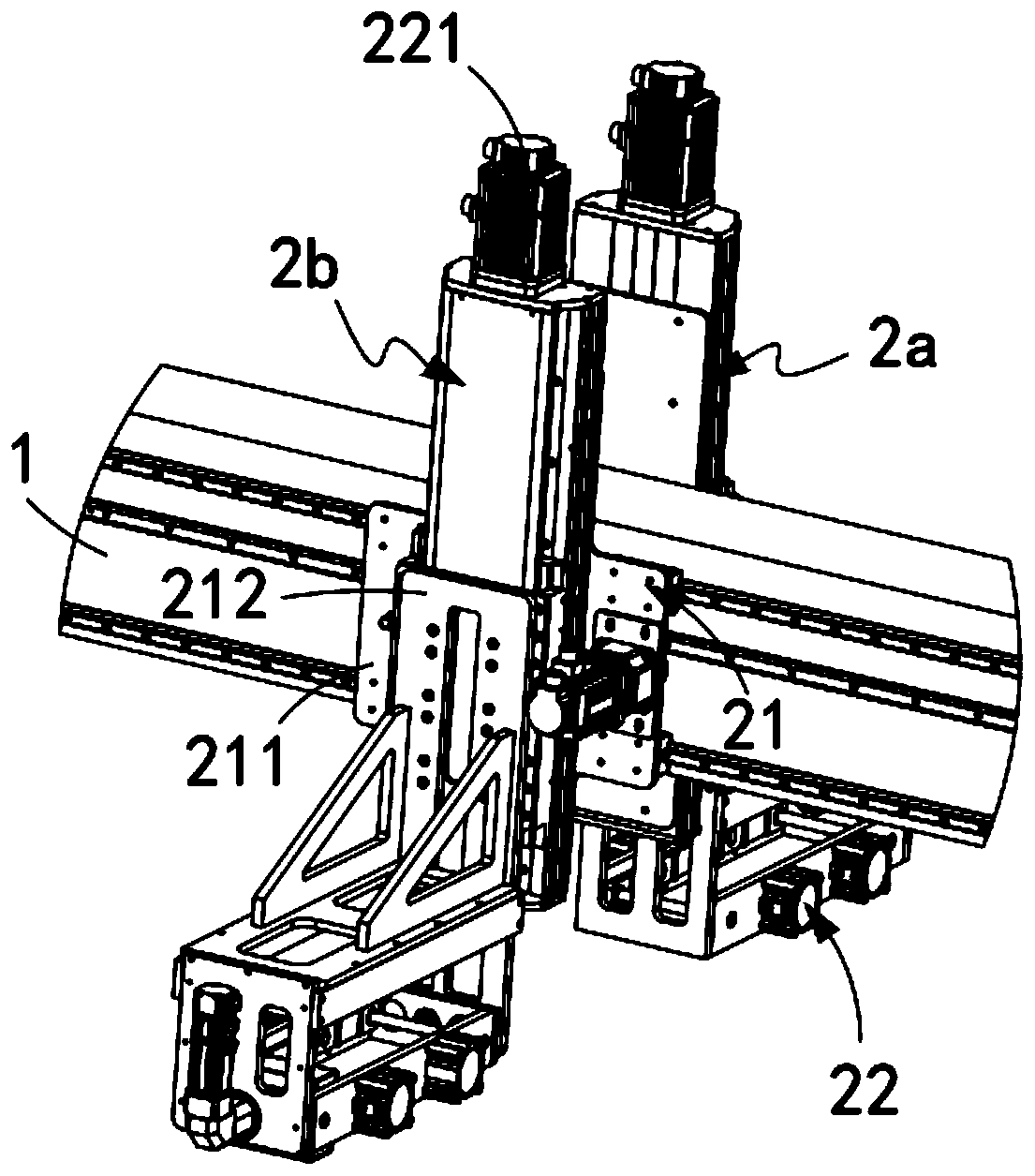
[0064] Such as figure 1 As shown, a full-automatic casting and welding production line for lead-acid batteries includes a gantry 1, a loading hand 2a that is slidably arranged on the gantry 1 along the length direction of the gantry 1, and a At least one set of processing production lines 101 is arranged in the length direction;
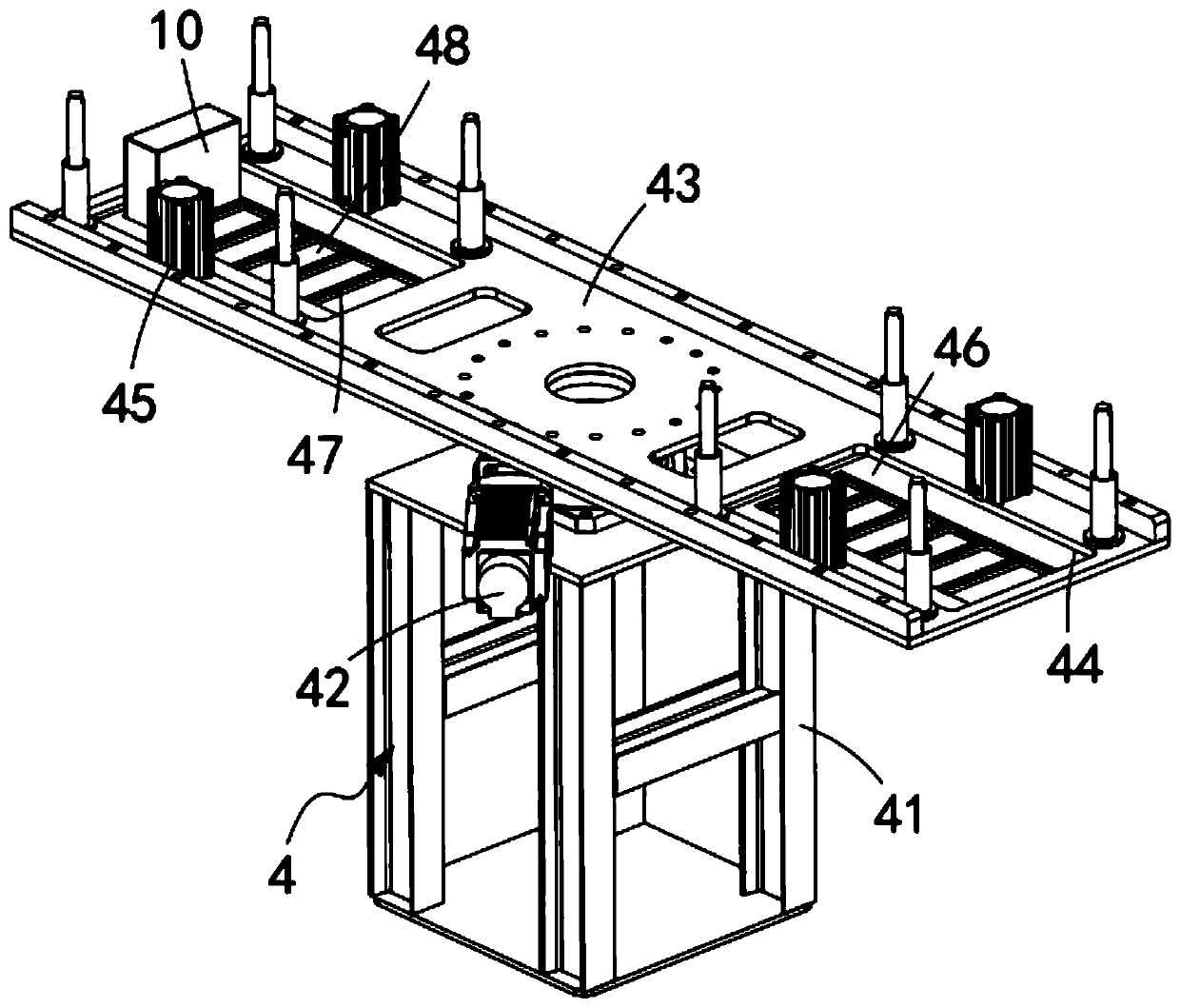
[0065] The processing line 101 includes an unloading hand 2b that is slidably arranged on the other side of the gantry 1 relative to the loading hand 2a, a casting and welding machine 3 located below the unloading hand 2b, and a welding machine 3 arranged on the gantry. The station switching machine 4 below the frame 1 and the slotting machine 5 arranged on one side of the casting and welding machine 3, the two ends of the station switching machine 4 are respectively provided with a feeding station 401 and a processing station 402, The processing station 402 is located above the output end of the casting and welding machine 3, and the casting and we...
Embodiment 2
[0096] Such as Figure 4 As shown, the components that are the same as or corresponding to those in the first embodiment are marked with the corresponding reference numerals in the first embodiment. For the sake of simplicity, only the differences from the first embodiment will be described below. The difference between this embodiment two and embodiment one is:
[0097] further, such as Figure 4 As shown, the slotting machine 5 includes a frame b51 and a pressing assembly 52;
[0098] The press-down assembly 52 includes a seventh flat-push cylinder 521 installed above the frame b51. The telescopic end of the seventh flat-push cylinder 521 is set vertically downward, and its telescopic end direction is provided with a lead-acid battery pack. 10 matches the set jacking block 522;
[0099] Described frame b51 is provided with guide groove 53 along its length direction, and described frame b51 is provided with pusher assembly 54, and this pusher assembly 54 comprises the 3rd ...
Embodiment 3
[0105] Such as Figure 18 Shown, the production technology of described a kind of lead-acid storage battery full-automatic cast welding production line, comprises:
[0106] Step 1, brush cutting work, the lugs on the lead-acid battery pack 10 are driven by the brush cutting machine to complete the ear cutting work, ear brushing work and ear trimming work in sequence;
[0107] Step 2, feeding, the feeding hand 2a extracts the lead-acid battery pack 10 that has completed the cutting and brushing work and puts it on the receiving plate 46 of the feeding station 401;
[0108] Step 3: After the lead-acid battery pack 10 enters the receiving plate 46 with soldering flux, the sixth horizontal push cylinder 45 drives the receiving plate 46 down to the liquid dipping mechanism 7, and the lugs enter the soldering liquid box 72 to complete the slime work;
[0109] Step 4: Take the lead liquid, and the casting and welding mold 326 enters the lead furnace 331 through the mold transmission...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More