

Automatic bonding and stamping die in stator and rotor core dies
A technology for automatic bonding and stamping dies, applied in the field of stamping dies, can solve the problems of reduced motor performance, low work efficiency, and low positioning accuracy, and achieve the effects of improved performance, high production efficiency, and improved product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention.
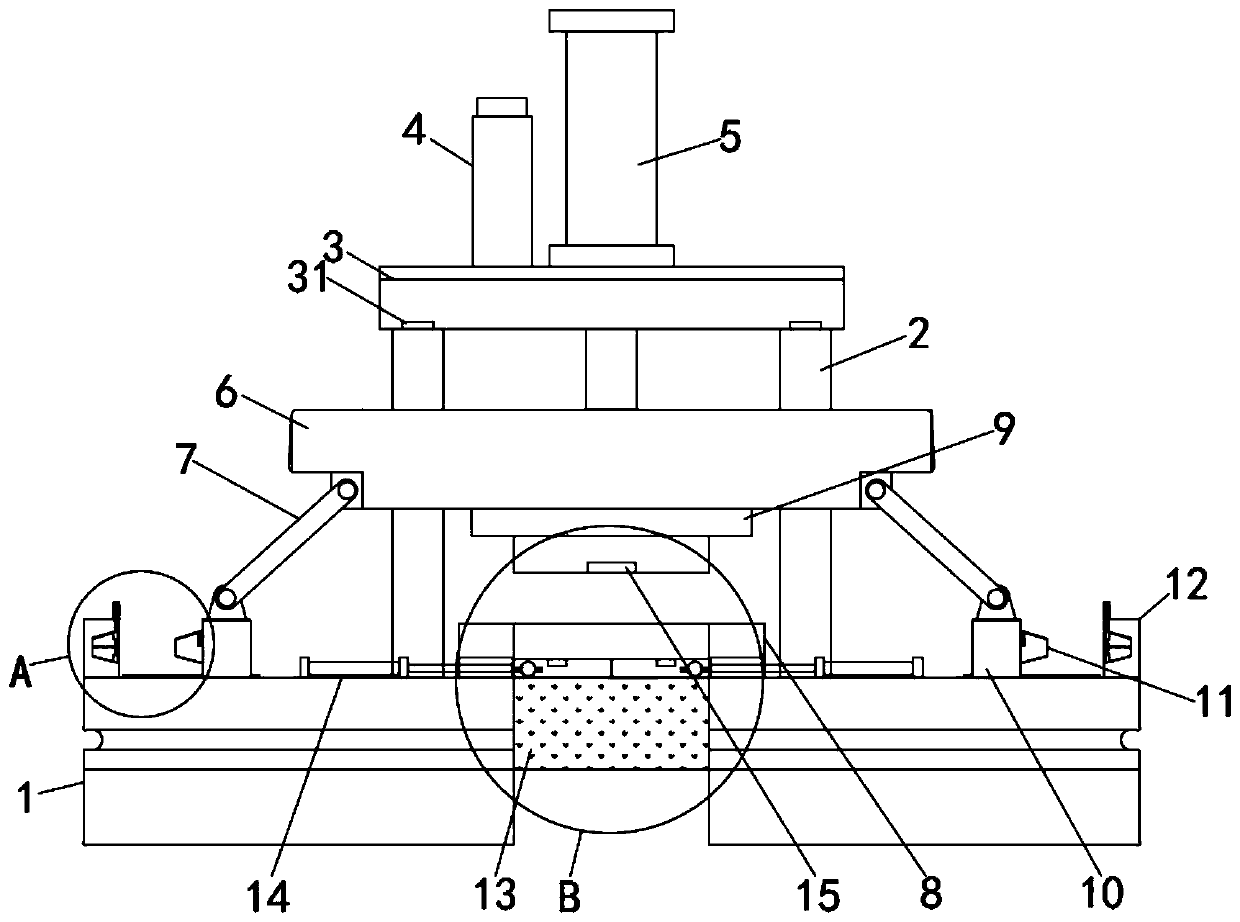
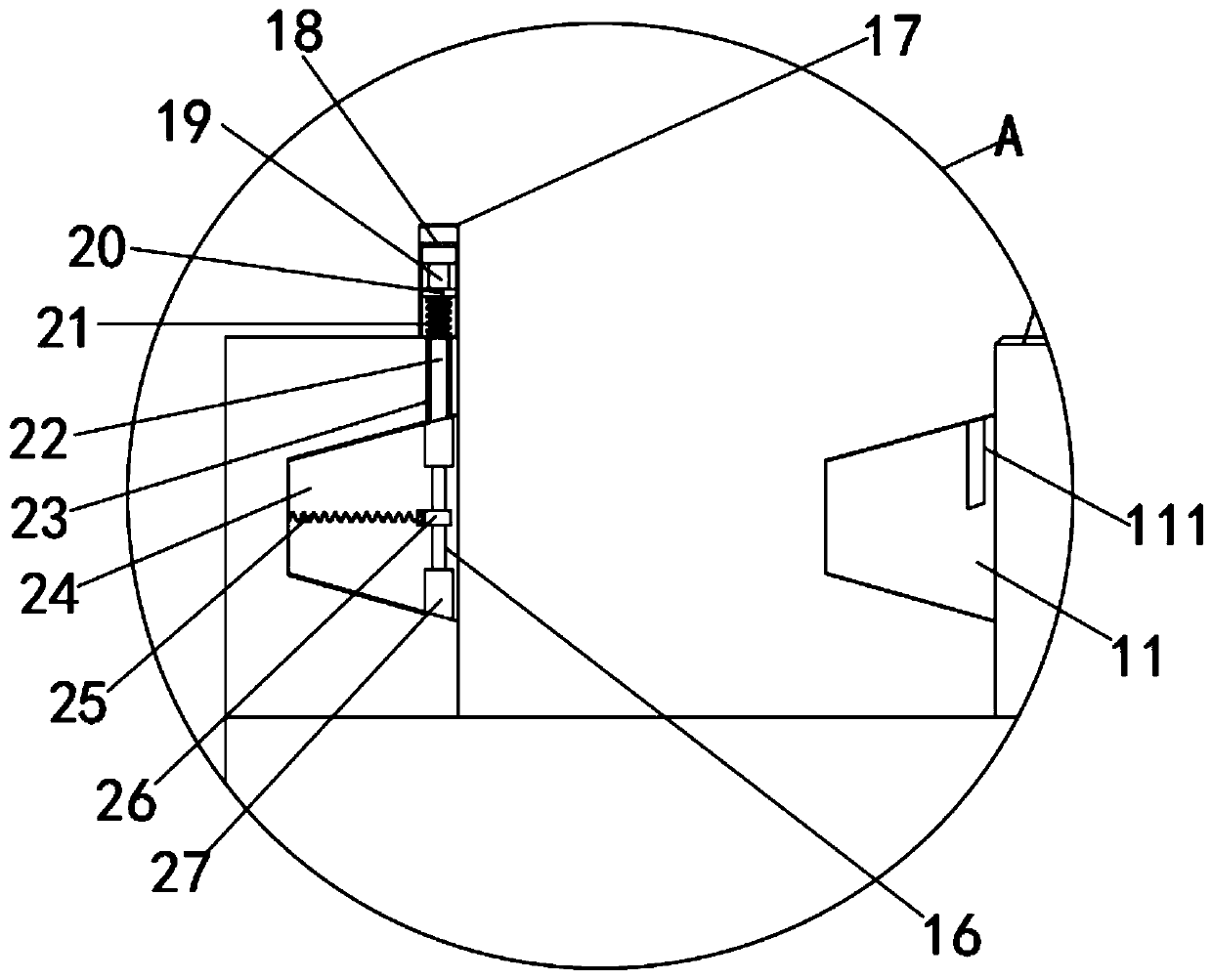
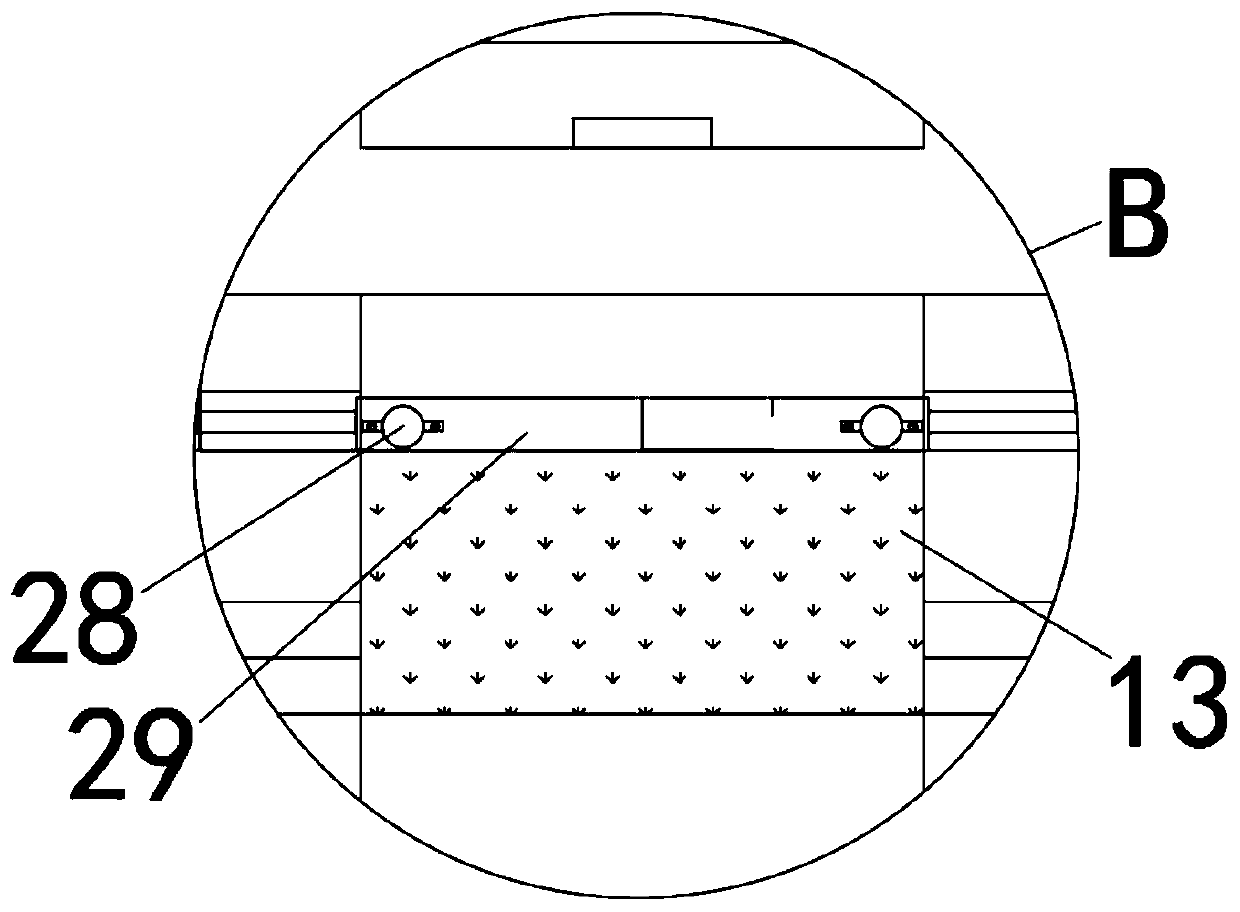
[0025] refer to Figure 1-3 , a stator-rotor iron core mold automatic bonding stamping die, including a base 1, the top of the base 1 is respectively fixed with a lower die 8, symmetrically arranged guide pillars 2 and a fixed plate 12 by bolts, and the top of the guide pillar 2 The top plate 3 is fixedly installed, and the outside of the guide column 2 is slidably provided with a lifting pressure plate 6. The bottom of the top plate 3 is equipped with a first pressure sensor 31, and the top of the top plate 3 is respectively fixedly installed with a pressure monitor 4 and a driving cylinder 5. The inside of the cylinder 5 is provided with a first piston rod, and the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More