Production equipment for cylinder cover of marine diesel engine
A technology for marine diesel engines and production equipment, applied in metal processing equipment, metal processing machinery parts, clamping, etc., can solve the problems of time-consuming and labor-intensive positioning equipment, low production efficiency, etc., and achieve the effect of improving processing efficiency and ensuring processing accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The application will be described in further detail below in conjunction with the accompanying drawings. It is necessary to point out that the following specific embodiments are only used to further illustrate the application, and cannot be interpreted as limiting the protection scope of the application. The above application content makes some non-essential improvements and adjustments to this application.
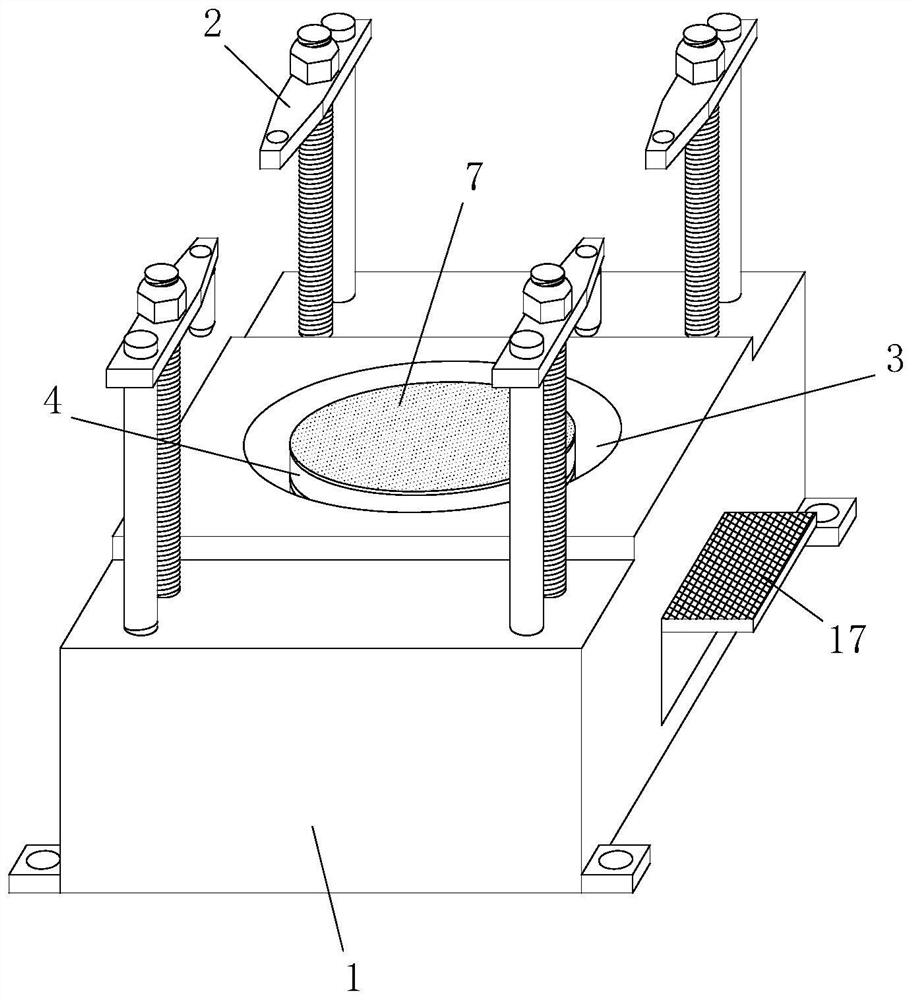
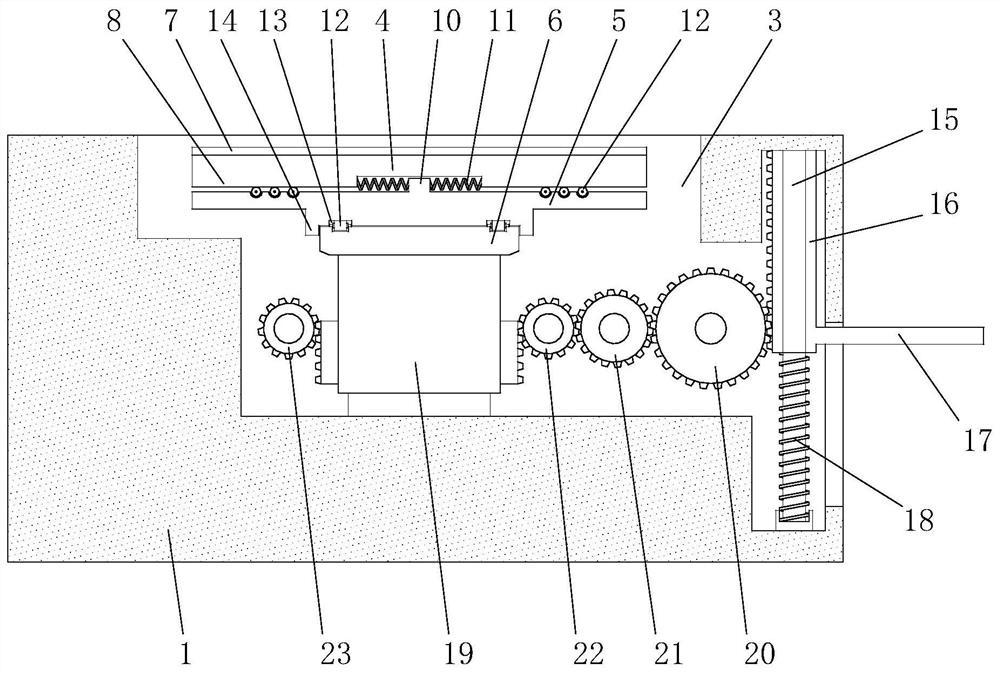
[0028] combine Figure 2 to Figure 7 As shown, a marine diesel engine cylinder head production equipment includes a base 1, and the bottom of the base 1 is provided with a mounting hole to play a fixing role. Several fixing mechanisms 2 are installed on the top surface of the base 1, and the fixing mechanism 2 is used to fix the cylinder head. Positioning and locking, its structure can be composed of screw rod, sliding rod, pressing block and anti-off cap, wherein the screw rod is vertically and movably installed on the base 1 and can be rotated, while the sliding ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com