

Processing method of polymer pipe for intravascular stent
A technology for polymer tubes and vascular stents, applied in the field of medical devices, can solve the problems of low fracture strength, small radial support force, and poor mechanical properties of stents, so as to improve the fracture strength and increase the radial support force. , the effect of excellent mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
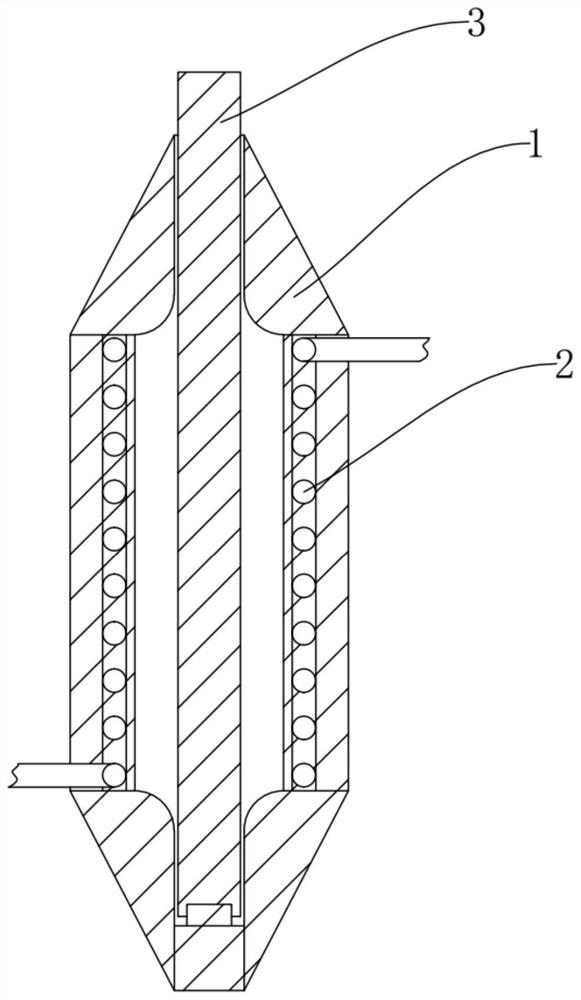
[0023] (a) Heat the extruded polylactic acid polymer pipe 3 to 55°C, the polymer pipe 3 softens, and keep it warm at the 55°C for 20min, the wall thickness of the polymer pipe 3 is 500um;
[0024] (b) Put the heated polymer pipe 3 into the cavity of the mold 1 quickly, and feed hot air at 55°C at a constant speed into the polymer pipe 3, and the pipe 3 in the cavity is heated by the hot air. under the action of expansion and deformation in the radial direction, and the outer wall of the expanded pipe 3 is attached to the inner wall of the mold 1;
[0025] (c) Open the circulating cooling water in the mold 1, and pass cold air at 20°C into the pipe 3. The cold air inside the mold 1 and the pipe 3 with a lower temperature acts on the pipe 3 at the same time, and the pipe 3 is quickly cooled. The heat is taken away, so that the pipe material 3 is rapidly cooled to room temperature, and the mold is opened to obtain a deformed pipe material 3 with a wall thickness of 100um.
[002...
Embodiment 2
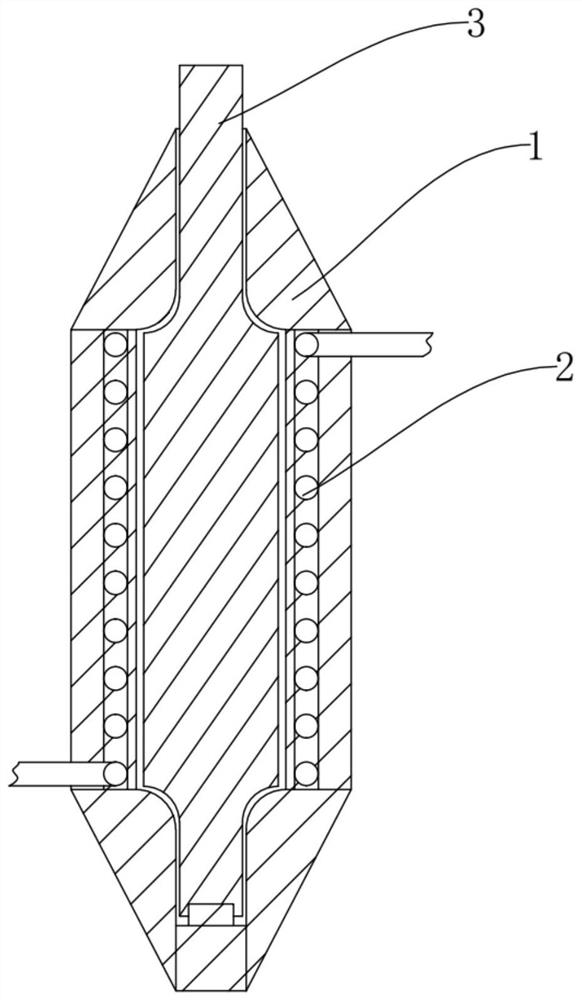
[0029] (a) Heat the extruded polylactic acid polymer pipe 3 to 60°C, the polymer pipe 3 softens, and keep it warm at the temperature of 60°C for 10 minutes, and the wall thickness of the polymer pipe 3 is 600um;
[0030] (b) Put the heated polymer pipe 3 into the cavity of the mold 1 quickly, and feed hot air at 60°C at a constant speed into the polymer pipe 3, and the pipe 3 in the cavity is heated by the hot air. under the action of expansion and deformation in the radial direction, and the outer wall of the expanded pipe 3 is attached to the inner wall of the mold 1;
[0031] (c) Open the circulating cooling water in the mold 1, and pass cold air at 20°C into the pipe 3. The cold air inside the mold 1 and the pipe 3 with a lower temperature acts on the pipe 3 at the same time, and the pipe 3 is quickly cooled. The heat is taken away, the pipe 3 is quickly cooled to room temperature, and the mold is opened to obtain the deformed pipe 3 with a wall thickness of 200um.
[003...
Embodiment 3
[0035] (a) Heat the extruded polylactic acid polymer pipe 3 to 65°C, the polymer pipe 3 softens, and keep it warm at 65°C for 10 minutes, and the wall thickness of the polymer pipe 3 is 500um;
[0036] (b) Put the heated polymer pipe 3 into the cavity of the mold 1 quickly, and feed hot air at 70°C at a constant speed into the polymer pipe 3, and the pipe 3 in the cavity is heated by the hot air. under the action of expansion and deformation in the radial direction, and the outer wall of the expanded pipe 3 is attached to the inner wall of the mold 1;
[0037] (c) Turn on the circulating cooling water in the mold 1, and pass cold air at 25°C into the pipe 3. The cold air inside the mold 1 and the pipe 3 with a lower temperature acts on the pipe 3 at the same time, and the pipe 3 will be quickly The heat is taken away, so that the pipe material 3 is rapidly cooled to room temperature, and the mold is opened to obtain a deformed pipe material 3 with a wall thickness of 100um.
...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More