

Aluminum alloy pre-strengthening hot stamping forming method
A hot stamping forming, aluminum alloy technology, applied in the direction of forming tools, metal processing equipment, manufacturing tools, etc., can solve the problems of high equipment cost, complicated procedures, unfavorable efficiency, etc., to achieve low equipment cost, reduce energy consumption, and improve production. The effect of efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0036] Using 2024 aluminum alloy as a blank, an aluminum alloy pre-strengthening hot stamping forming method includes the following steps:
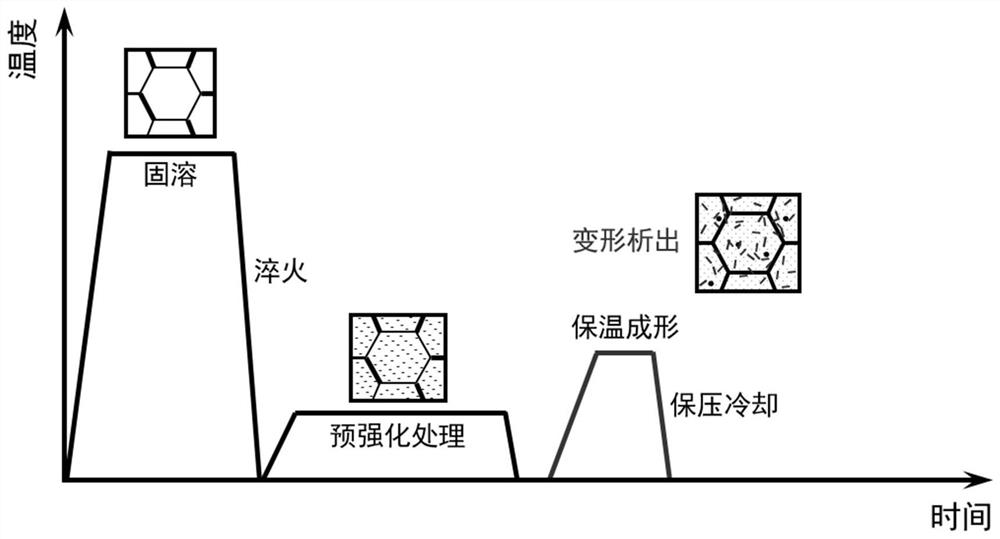
[0037] (1) Place the 2024 aluminum alloy billet in a resistance furnace and heat it to 487-499°C and keep it warm for 30 minutes to obtain a W-state aluminum alloy plate;
[0038] (2) Pre-strengthen the W-state aluminum alloy plate within 10 minutes, that is, heat it to 50°C and keep it warm for 24 hours to obtain a hot stamping blank;
[0039] (3) Transfer the blank to the hot stamping production line, heat it to 270°C, and keep it warm for 30 seconds;
[0040] (4) The heated billet is quickly transferred to a water-cooled mold within 7 seconds for hot stamping and pressure-holding and cooling in the mold to obtain the final product without subsequent aging heat treatment.
[0041] Cut tensile samples from the parts after stamping and perform uniaxial tensile test to test their mechanical properties after forming. Taking the average val...
Embodiment 2
[0043] Using 2024 aluminum alloy as a blank, an aluminum alloy pre-strengthening hot stamping forming method includes the following steps:
[0044] (1) Place the 2024 aluminum alloy billet in a resistance furnace and heat it to 487-499°C and keep it warm for 30 minutes to obtain a W-state aluminum alloy plate;
[0045] (2) Pre-strengthen the W-state aluminum alloy plate within 10 minutes, that is, heat it to 100°C and keep it warm for 1 hour to obtain a hot stamping blank;
[0046] (3) Transfer the blank to the hot stamping production line, heat it to 230°C, and keep it warm for 5 minutes;
[0047] (4) The heated billet is quickly transferred to a water-cooled mold within 7 seconds for hot stamping and pressure-holding and cooling in the mold to obtain the final product without subsequent aging heat treatment.
[0048] Cut tensile samples from the parts after stamping and perform unidirectional tensile test to test their mechanical properties after forming. Taking the average...
Embodiment 3
[0050] Using 2024 aluminum alloy as a blank, an aluminum alloy pre-strengthening hot stamping forming method includes the following steps:
[0051] (1) Place the 2024 aluminum alloy billet in a resistance furnace and heat it to 487-499°C and keep it warm for 30 minutes to obtain a W-state aluminum alloy plate;
[0052] (2) Pre-strengthen the W-state aluminum alloy plate within 10 minutes, that is, heat it to 75°C and keep it warm for 12 hours to obtain a hot stamping blank;
[0053] (3) Transfer the blank to the hot stamping production line, heat it to 250°C, and keep it warm for 3 minutes;
[0054] (4) The heated billet is quickly transferred to a water-cooled mold within 7 seconds for hot stamping and pressure-holding and cooling in the mold to obtain the final product without subsequent aging heat treatment.
[0055] Cut tensile samples from the parts after stamping and perform uniaxial tensile test to test their mechanical properties after forming. Taking the average valu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More