

Welding forming method of the outer ring inlet and outlet water channel of the heat exchange honeycomb structure
A honeycomb structure, welding forming technology, applied in welding equipment, welding/welding/cutting items, manufacturing tools, etc., can solve the problems of long cycle, high risk of steel castings, inappropriate, etc., to increase the brazing area, Avoid the deformation of the workpiece and avoid the effect of twisting and deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
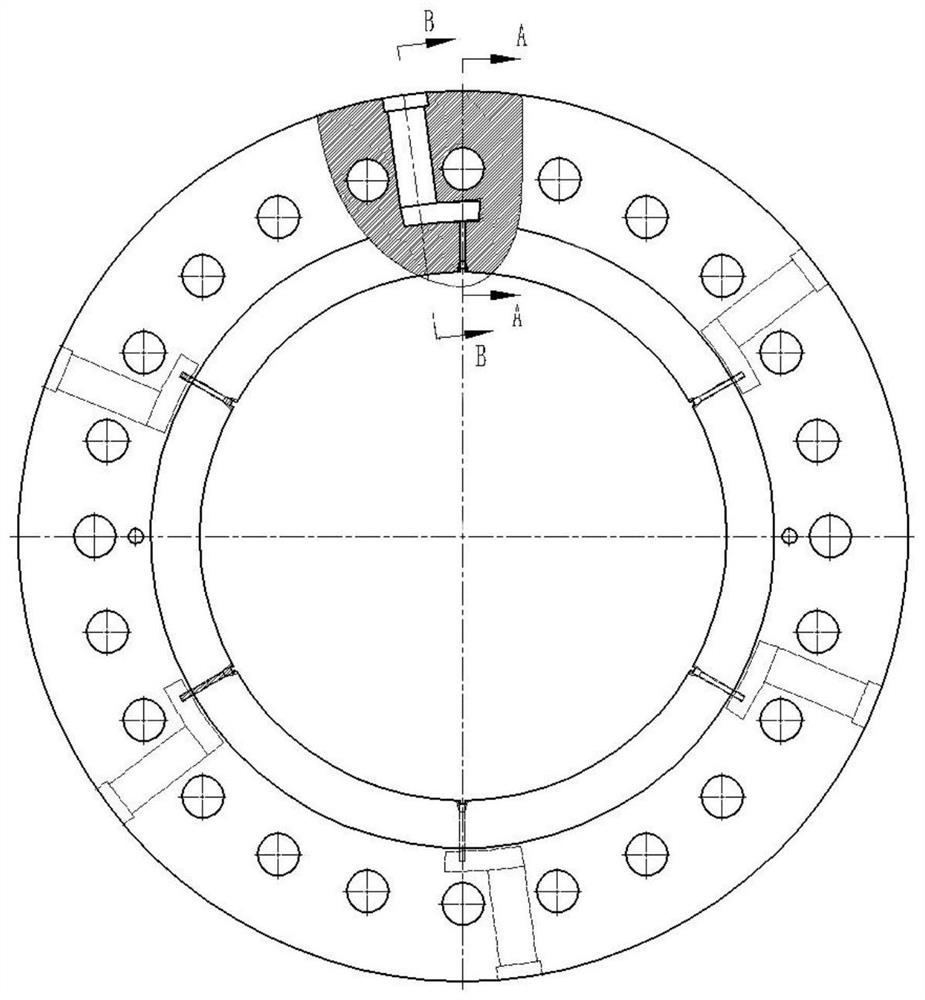
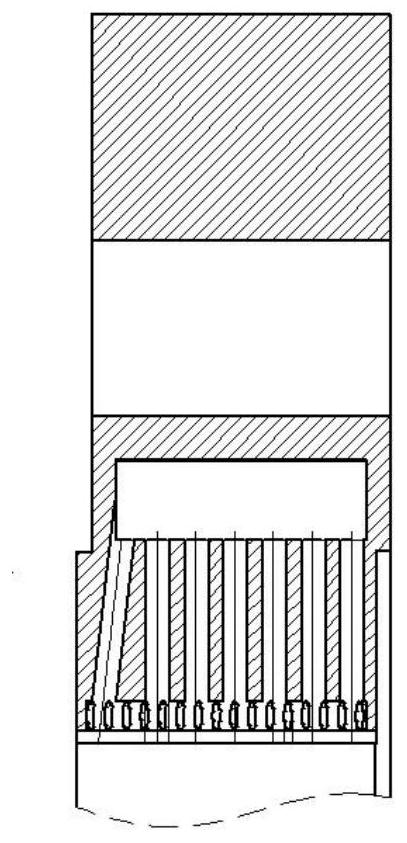
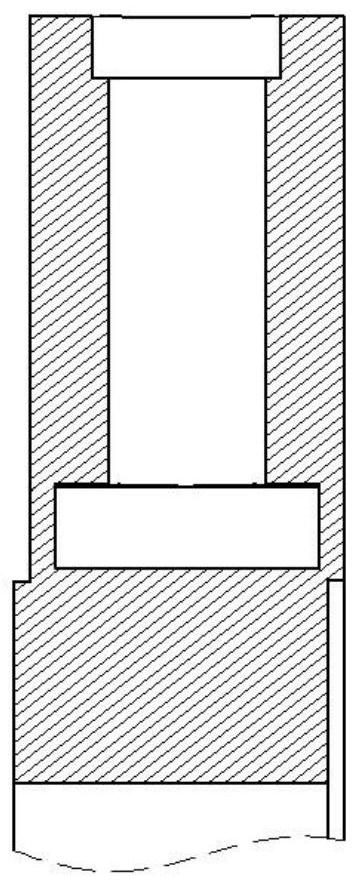
[0044] The present invention will be described in detail below in conjunction with the accompanying drawings.
[0045] In describing the present invention, it is to be understood that the terms "center", "upper", "lower", "front", "rear", "left", "right", "vertical", "horizontal", The orientations or positional relationships indicated by "top", "bottom", "inner", "outer", etc. are based on the orientations or positional relationships shown in the drawings, and are only for the convenience of describing the present invention and simplifying the description, rather than indicating or implying References to devices or elements must have a particular orientation, be constructed, and operate in a particular orientation and therefore should not be construed as limiting the invention.
[0046] The terms "first" and "second" are used for descriptive purposes only, and cannot be understood as indicating or implying relative importance or implicitly specifying the quantity of indicated ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More