

Extruded profile correcting die and correcting method thereof
A technology for extruding profiles and correcting shapes, which is applied in the direction of metal extrusion dies, etc., can solve problems such as poor forming accuracy, uneven wall thickness, collapse, etc., and achieve good consistency in forming accuracy, high quality stability, and simple methods Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
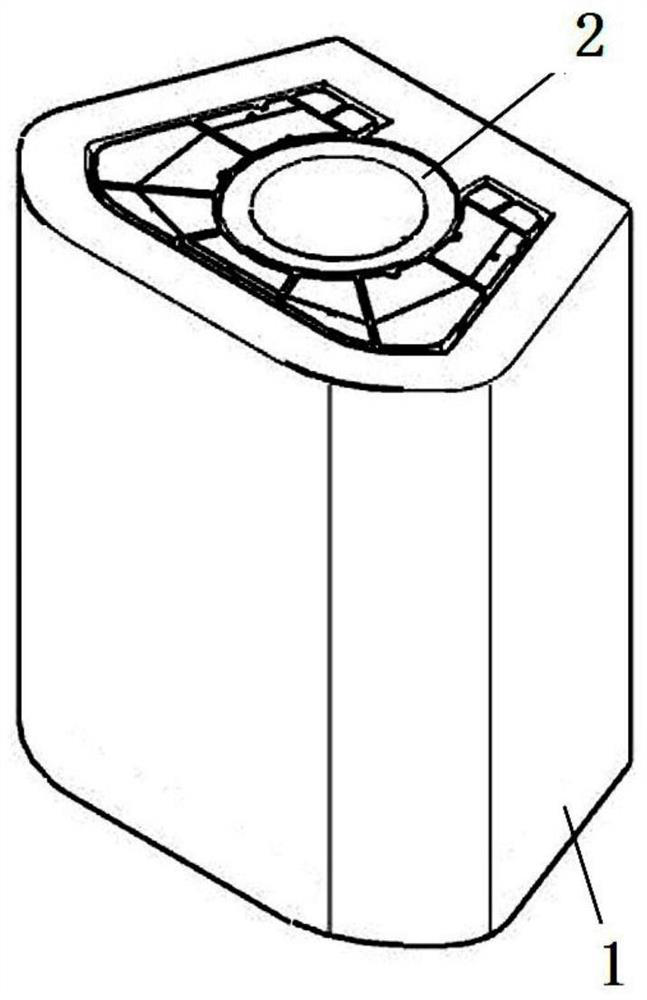
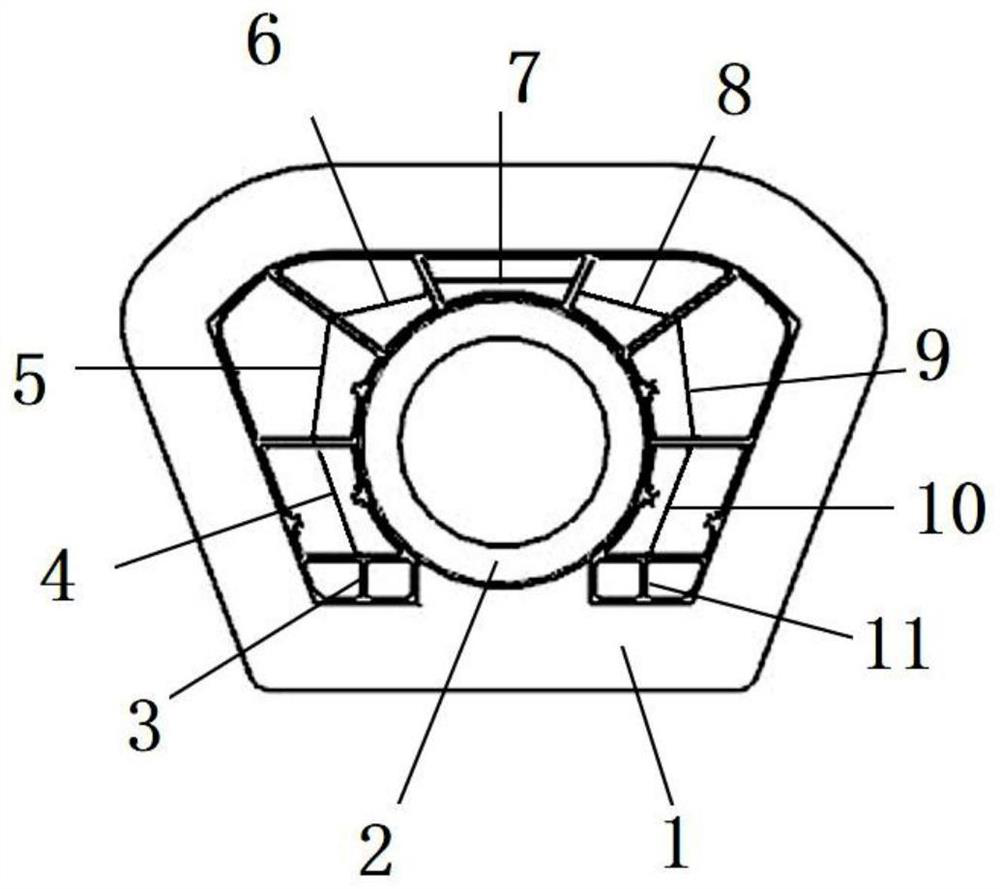
[0039] A specific embodiment of the present invention discloses a shape-correcting mold for extrusion profiles, such as Figure 1-Figure 7 As shown, it includes: bulging tire 1, mandrel 2 and bulging petals. Wherein, the inflated tire 1 is covered on the outside of the extruded profile 13, and the mandrel 2 is sleeved in the circular cavity in the middle of the extruded profile 13, that is, the extruded profile 13 is arranged between the mandrels 2 of the inflated tire 1 The expansion valve is arranged in the side cavity of the extruded profile 13, and the side surfaces of the extruded profile 13 are avoided from being fitted with the expansion tire 1, the mandrel 2 or the expansion valve. The surface of the extruded profile 13 is pressed tightly, and the extruded profile 13 is corrected.
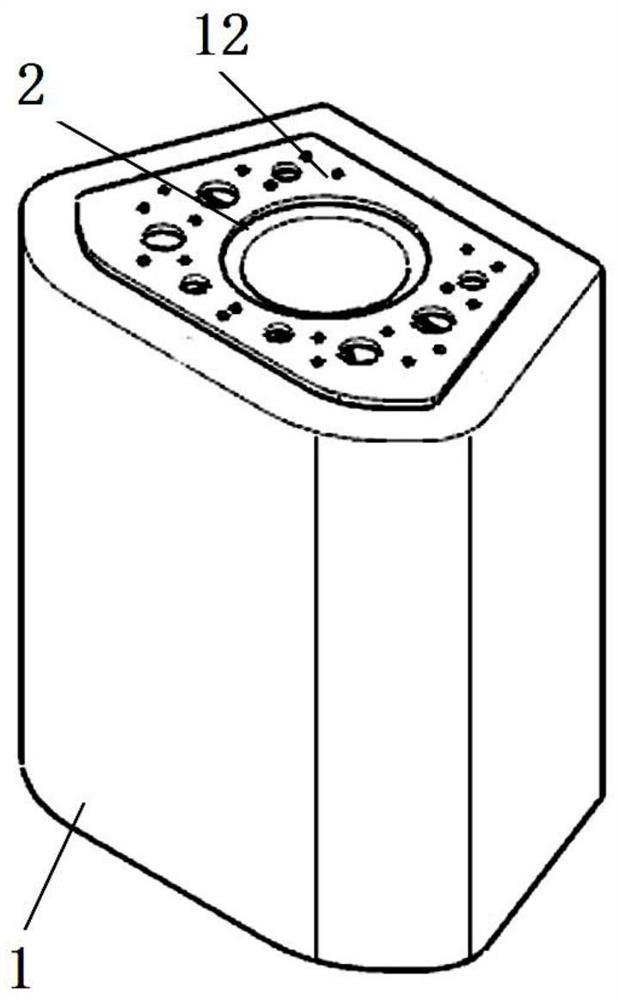
[0040] In a specific embodiment of the present invention, the extrusion profile precision shape correction die of the present invention also includes a positioning plate 12, specifically, ...
Embodiment 2
[0062] On the basis of the extrusion profile precision shape correction die of Example 1, in order to realize the shape correction of the extrusion profile 13 with a tapered cavity, in another specific embodiment of the present invention, the expansion valve includes a The sub-lobes of the solid conical structure and at least one non-slope solid cylindrical structure. When pressing in the expansion valve, put in the solid conical split valve with slope first, and then press into the solid cylindrical split valve without slope.
[0063] Furthermore, after the expansion petals are combined by a solid cylindrical structure without slope and at least one solid conical structure with slope, they can cooperate with the sloped cavity of the extruded profile 13 to realize different types of extruded profiles. High precision extrusion.
[0064] Specifically, the number of split lobes of the tapered solid conical structure is the same as the number of sloped surfaces of the cavity, tha...
Embodiment 3
[0067] Taking the large thin-walled multi-cavity extruded profile as an example, its shape is as follows Figure 8 As shown, the material is 6005A aluminum alloy, the wall thickness is 3mm, the cross-section width is 800mm, the height is 600mm, the length is 1000mm, and the precision of the surface contour is required to be ±0.5mm.
[0068] This embodiment provides a method for correcting the shape of an extruded profile shape correcting die, comprising the following steps:
[0069] Step S1: making a precise shape-calibrating mold for the extruded profile according to the profile of the extruded profile 13;
[0070] Step S2: Fix the inflated tire 1 and the mandrel 2 and place them on the workbench of the press; and press the extruded profile 13 into the space between the inflated tire 1 and the mandrel 2 through the press;
[0071] Step S3: Put the expansion flap into the cavity of the extruded profile 13;
[0072] Step S4: Fix the positioning plate 12 on the shape-correctin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elastic modulus | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More