

Machining method for stepped ring grooves of supercharger sliding bearing
A technology of sliding bearings and processing methods, which is applied in the direction of metal processing equipment, manufacturing tools, milling machine equipment, etc., can solve the problems of affecting processing efficiency, insufficient tool rigidity, large margin of fillet parts, etc. The effect of low cost and small milling allowance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
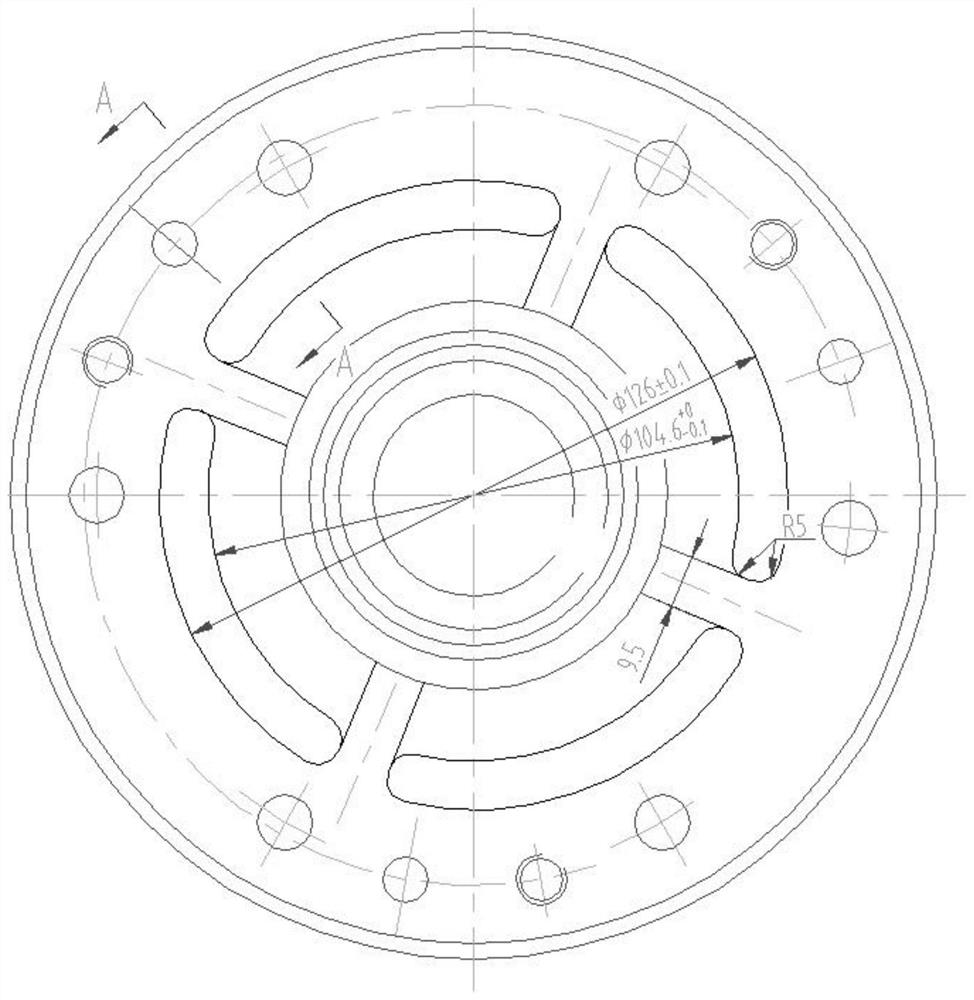
[0024] see Figure 4-Figure 6 , a method for processing stepped ring grooves of supercharger sliding bearings. First of all, in terms of processing methods, this patent application changes the original method of mainly milling, and uses drilling and milling combined processing to remove the remaining corners as much as possible. Quantity, using the combined roughing scheme of D10 and D16 end mills to improve processing efficiency,
[0025] Include the following steps:
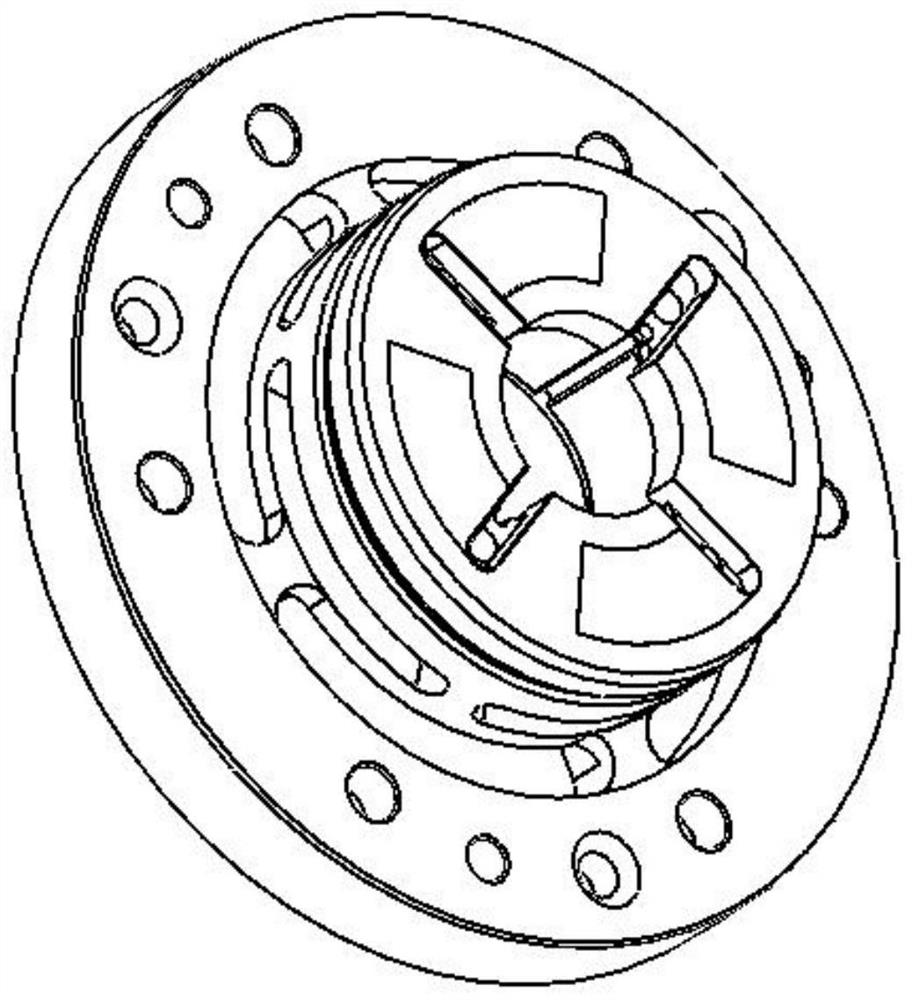
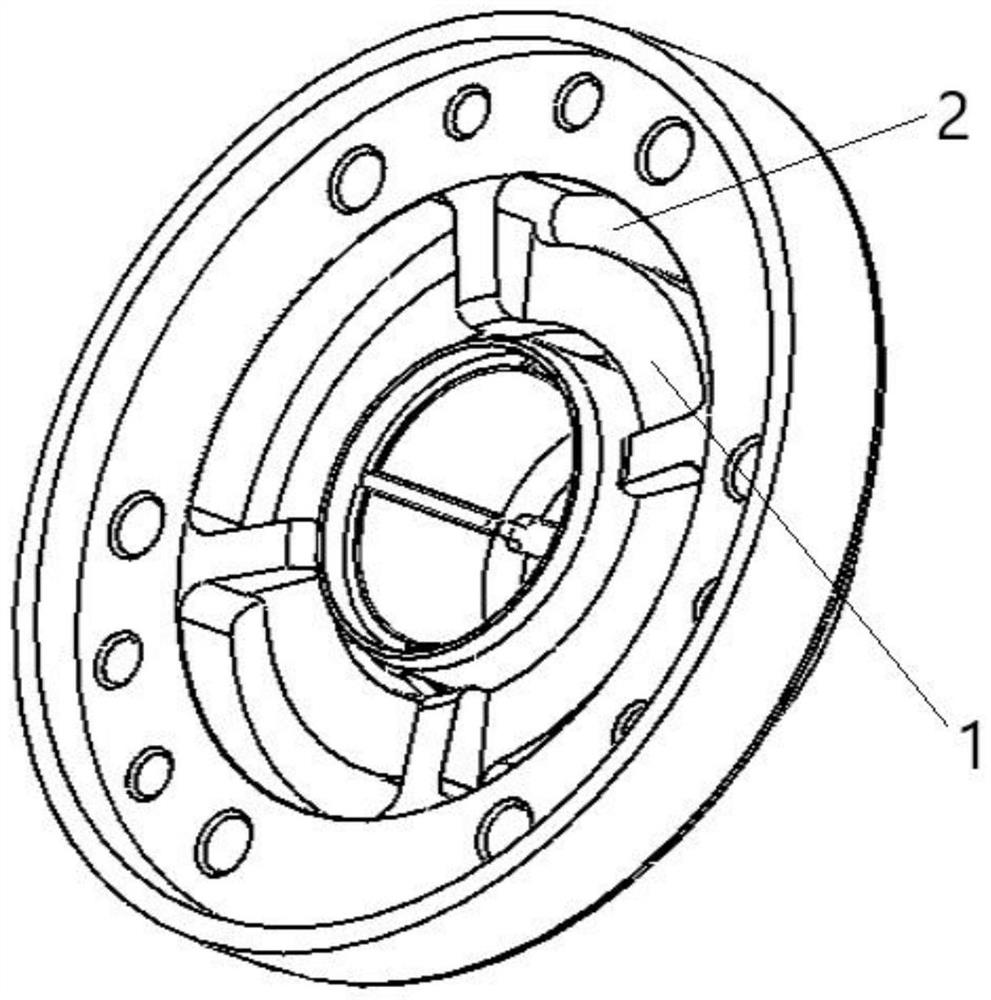
[0026] S1. Prepare the supercharger sliding bearing. The supercharger sliding bearing is to be processed with four stepped ring grooves evenly arranged in the circumferential direction. The stepped ring groove is fan-shaped as a whole, including the upper ring groove and communicating with the outer side of the upper ring groove the lower ring groove;
[0027] S2. Drill holes at the center of the circle to be rounded at both ends of each stepped ring groove, and reserve a finishing allowance for subsequent ro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More