

Inner chip removal deep hole machining method
A processing method and internal chip removal technology, used in metal processing equipment, metal processing mechanical parts, manufacturing tools, etc., can solve the problems of asymmetric tool structure, tool deviation, workpiece deformation, etc. The effect of high centering accuracy and short contact lines
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0046] The implementation manners are further described below, and the specific implementation manners do not limit the present application in any way.
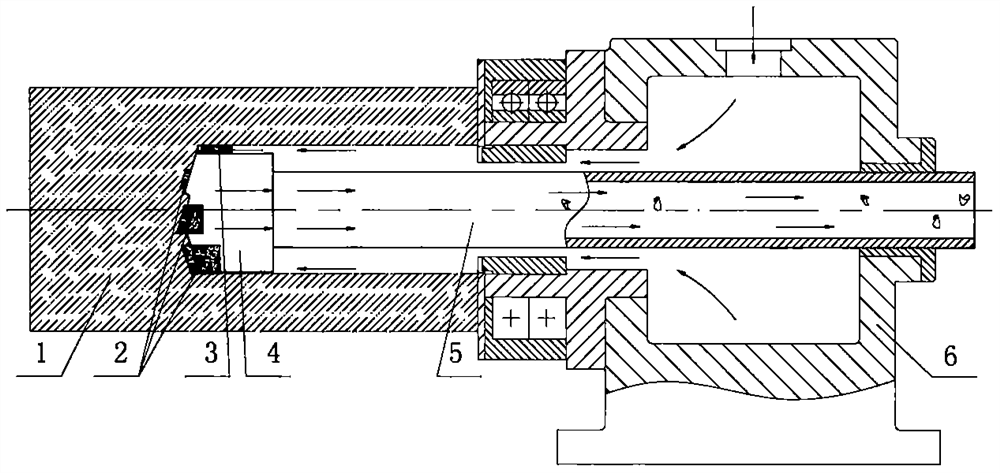
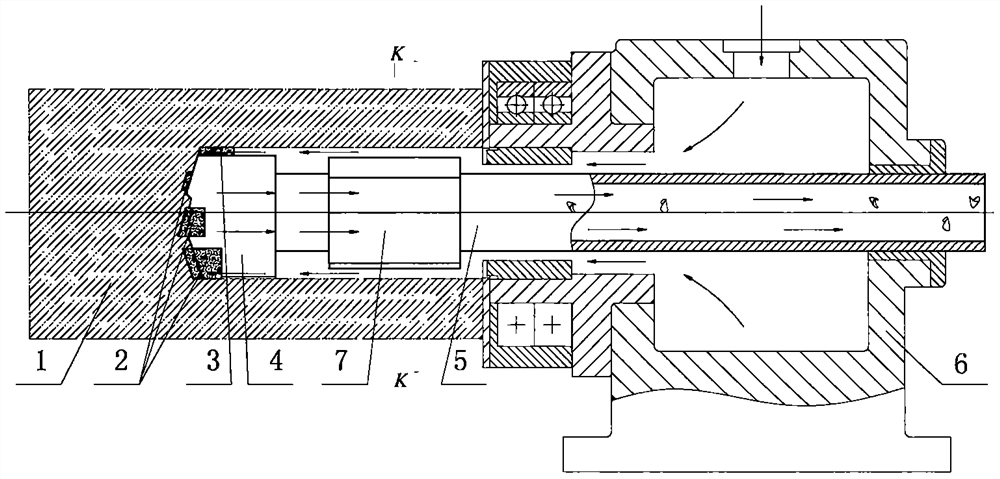
[0047] 1. The wedge-shaped part is a connecting structure or an integral structure.
[0048] 2. The force of the liquid is adjusted by mechanical, electrical or magnetic means.
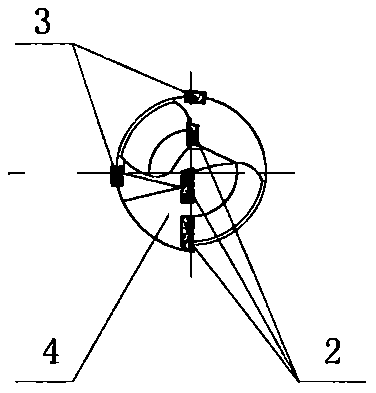
[0049] 3. The wedge-shaped contour of the wedge-shaped convex part is a circle, or an Archimedes spiral, or other curves.
[0050] 4. The blades are arranged symmetrically or asymmetrically; the liquid is oil or other liquid, which is filtered by a filter, centrifugal force, or magnetically.
[0051] 5. The wedge-shaped protrusion or the adjusting pad is in contact with the positioning piece.
[0052] 6. The material and heat treatment requirements of the top of the wedge-shaped protrusion are the same as or different from the material and heat treatment requirements of the main body of the wedge-shaped protrusion; the top of the wedge-shaped protr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More