

Secondary cooling control method, system and device for boron-containing steel continuous casting billet and storage medium
A control method and continuous casting billet technology, applied in the field of slab continuous casting, can solve problems such as quality defects at the edge of the continuous casting billet
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
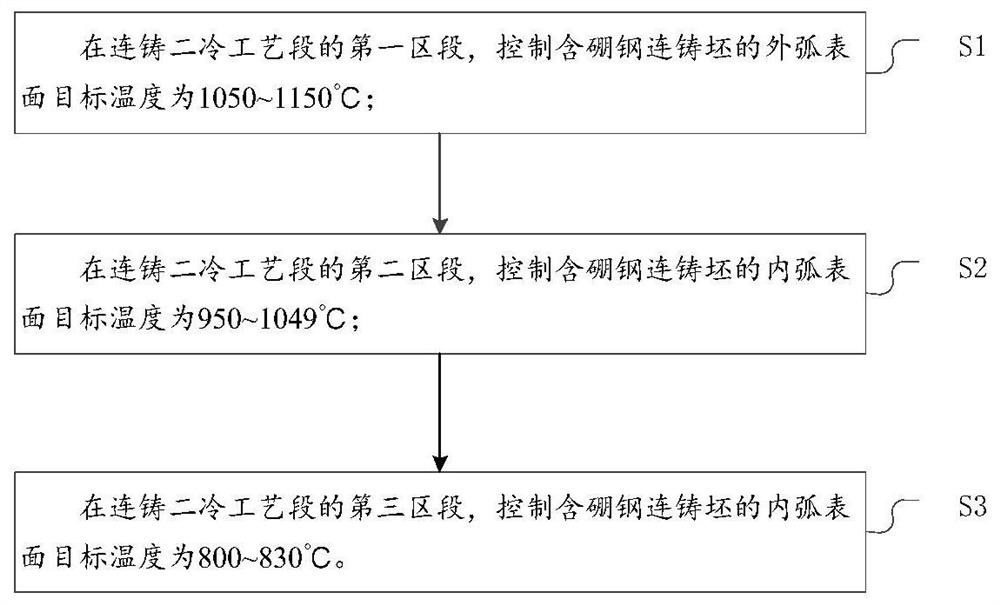
[0060] S690Q steel slabs with 250mm*2000mm continuous casting slabs are produced on a continuous casting machine in a steel factory. The surface temperature of the outer arc of the first section of the slab is 1150°C, and the cooling specific water volume is 0.6L / kg; the second section is cast The surface temperature of the inner arc of the slab is controlled at 1030°C, and the specific cooling water volume is 0.38L / kg; the surface temperature of the inner arc of the billet in the third section is controlled at 825°C, and the specific cooling water volume is 0.7L / kg.
Embodiment 2
[0062] Production of S235-B steel slabs with a continuous casting slab size of 300mm*1800mm, the surface temperature of the outer arc of the first section of the slab is 1100°C, and the specific cooling water is 0.65L / kg; the surface temperature of the inner arc of the second section is The control is 1000°C, and the specific cooling water volume is 0.4L / kg; the inner arc surface temperature of the billet in the third section is controlled at 820°C, and the specific cooling water volume is 0.75L / kg.
Embodiment 3
[0064] For the production of Q690MD steel slabs with a continuous casting slab size of 400mm*2000mm, the surface temperature of the outer arc of the first section of the slab is 1060°C, and the specific cooling water is 0.7L / kg; the surface temperature of the inner arc of the second section is controlled at 960°C, the specific cooling water volume is 0.45L / kg; the surface temperature of the inner arc of the billet in the third section is controlled at 810°C, and the specific cooling water volume is 0.95L / kg.
[0065] Three comparative examples were designed for comparison, and the corresponding implementation data are as follows:
PUM
| Property | Measurement | Unit |
|---|---|---|
| reduction of area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More