

Laser shock peening device and method for welding seam part of spaceflight propellant storage tank
A laser shock strengthening and propellant technology, which is applied in laser welding equipment, welding equipment, non-electric welding equipment, etc., can solve the problems of large gaps in weld stress distribution, high price, lack of laser shock strengthening equipment, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
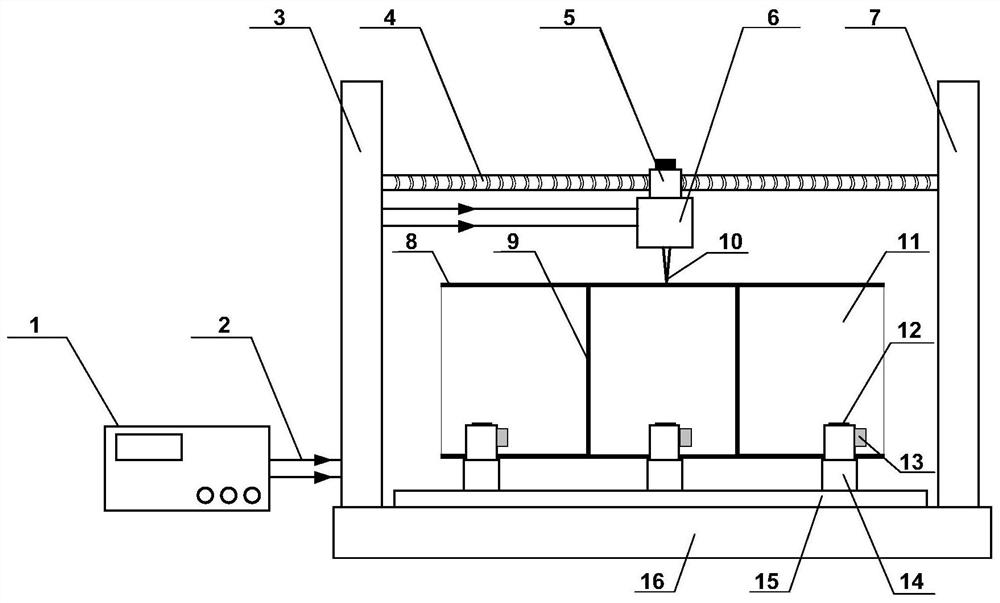
[0080] In this embodiment, the material of the aerospace propellant storage tank is 2219 aluminum alloy, the diameter of the storage tank is 2m, and the total length is 6m. Two long friction stir welding seams with a width of 20mm and three fusion welds with a width of 15mm are required on the outside of the storage tank. Girth welds are laser shock peened.
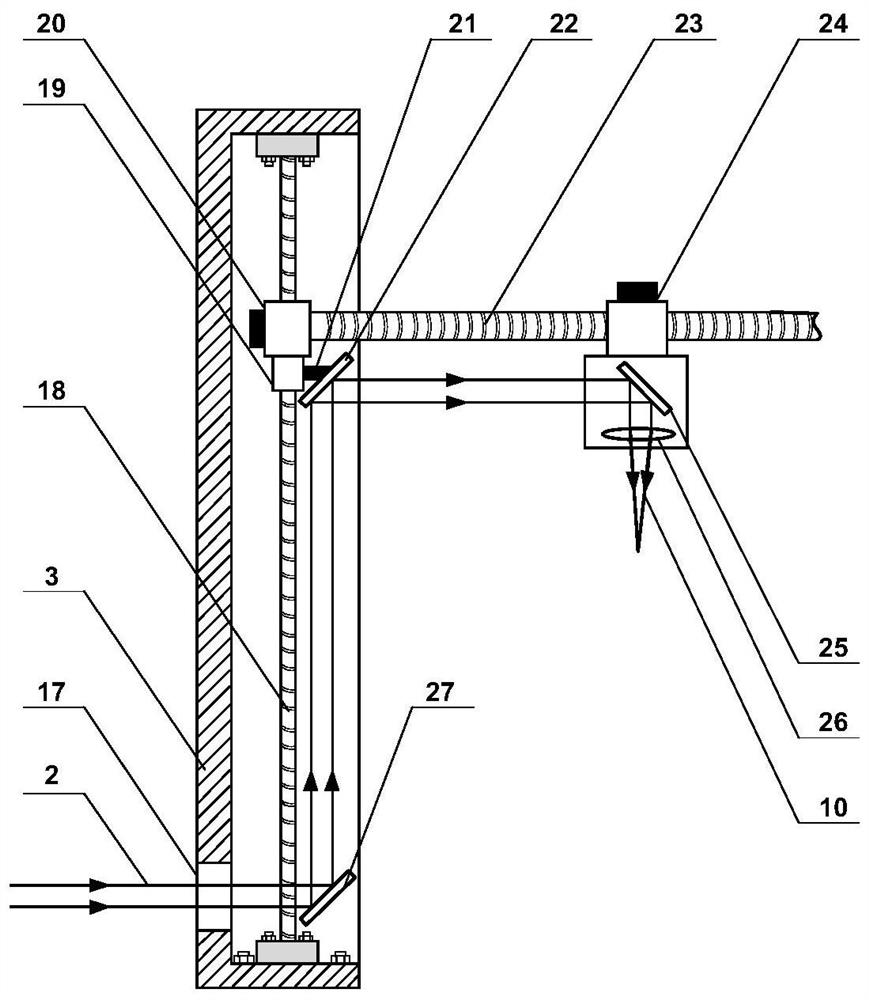
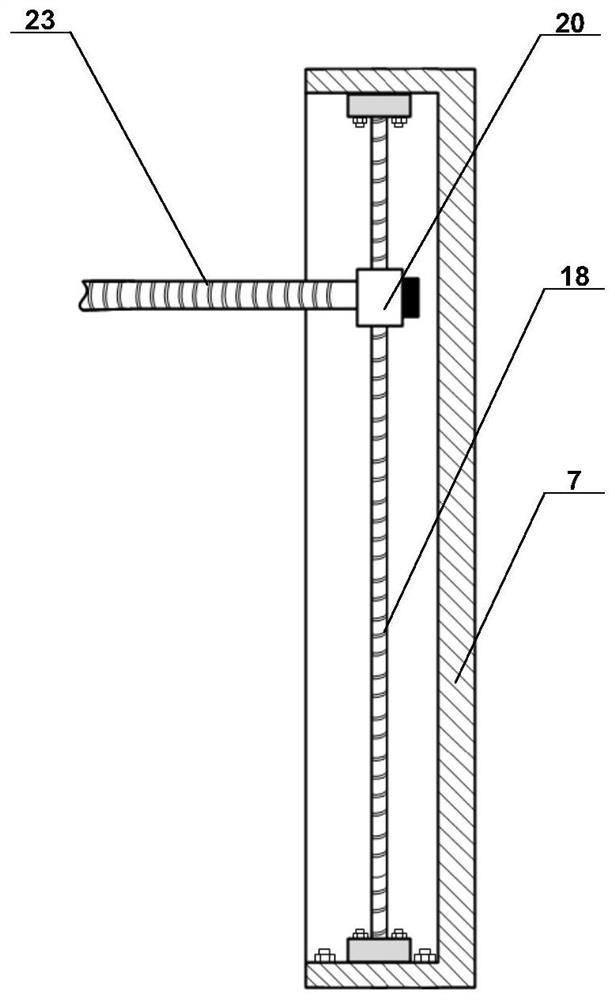
[0081] Adjust the relative positions of the six roller load-bearing brackets 14 on the mobile platform 15 to ensure that the aerospace propellant storage tank 11 can be placed stably. Start the vertical motion stepping motor 20 to drive the horizontal lead screw 23 to move, adjust the height of the laser focusing head 6 to move 2.4m from the mobile platform, start the mobile platform 15, and move horizontally on the working platform 16 to ensure that the storage tank does not collide with the horizontal wire when hoisting. After the bar 4 interferes, the aerospace propellant storage tank 11 is placed on six roller load-be...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More