

Production process of multi-layer brazed diamond hole drill
A production process, diamond technology, applied in the direction of metal processing equipment, manufacturing tools, grinding devices, etc., can solve the problems of complex production, high requirements on substrate materials, etc., and achieve the effect of improving work efficiency, simple preparation process, and convenient clamping
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
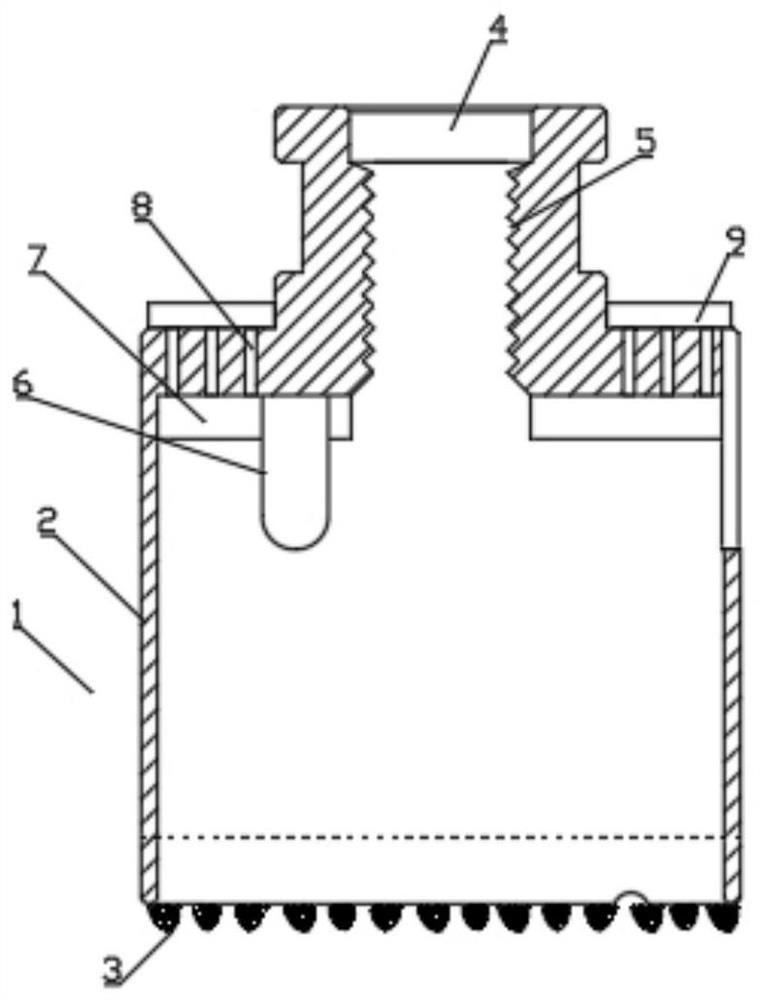
[0030] A production process for multi-layer brazing diamond hole drills, comprising the following preparation steps:
[0031] The first step: prepare the abrasive block; the abrasive block is made up of the following raw materials in parts by weight: 80 parts of solder, 10 parts of abrasive and 5 parts of binder; the solder is Cr-Ni brazing powder, the abrasive is diamond, and the binder is PVP- K30; The particle size of Cr-Ni brazing powder is 100 mesh, and the particle size of diamond is 300 mesh;
[0032] Add the abrasive blocks of raw materials in parts by weight into a stainless steel reaction kettle, mix them, take them out, place them in an oven and dry them for 30 minutes at a temperature of 100°C, take them out and cool them at room temperature;
[0033] The cooled abrasive blocks are crushed, and then screened through a particle size vibrating sieve to obtain a powdery abrasive block with a particle size of 1.5mm; two sets of screens should be installed in the sieve ...
Embodiment 2
[0038] A production process for multi-layer brazing diamond hole drills, comprising the following preparation steps:
[0039] The first step: prepare the abrasive block; the abrasive block is made up of the following raw materials in parts by weight: 100 parts of solder, 20 parts of abrasive and 10 parts of binder; the solder is Cr-Ni brazing powder, the abrasive is diamond, and the binder is PVP- K30; The particle size of Cr-Ni brazing powder is 200 mesh, and the particle size of diamond is 40 mesh;
[0040] Add the abrasive blocks of raw materials in parts by weight into a stainless steel reaction kettle, mix them, take them out, place them in an oven and dry them for 30 minutes at a temperature of 110°C, take them out and cool them at room temperature;
[0041] The cooled abrasive blocks are crushed, and then screened through a particle size vibrating sieve to obtain a powdery abrasive block with a particle size of 1.8 mm; two sets of screens should be installed in the scre...
Embodiment 3
[0046] A production process for multi-layer brazing diamond hole drills, comprising the following preparation steps:
[0047] The first step: prepare the abrasive block; the abrasive block is made up of the following raw materials in parts by weight: 120 parts of solder, 30 parts of abrasive and 15 parts of binder; the solder is Cr-Ni brazing powder, the abrasive is diamond, and the binder is PVP- K30; The particle size of Cr-Ni brazing powder is 300 mesh, and the particle size of diamond is 50 mesh;
[0048] Add the abrasive blocks of raw materials in parts by weight into a stainless steel reaction kettle, mix them, take them out, place them in an oven and dry them for 30 minutes at a temperature of 120°C, take them out and cool them at room temperature;
[0049] The cooled abrasive blocks are crushed, and then screened through a particle size vibrating sieve to obtain a powdery abrasive block with a particle size of 2.0mm; two sets of screens should be installed in the sieve...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Particle size | aaaaa | aaaaa |
| Particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More