Box cover spot welding mechanism for cylindrical battery and method
A cylindrical battery and lid point technology, applied in welding equipment, laser welding equipment, climate sustainability, etc., can solve the problems of aluminum shell fit, difficult cover plate, etc., to achieve a guaranteed pass rate, reasonable structure, and improved lid closure Effects on Quality and Yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
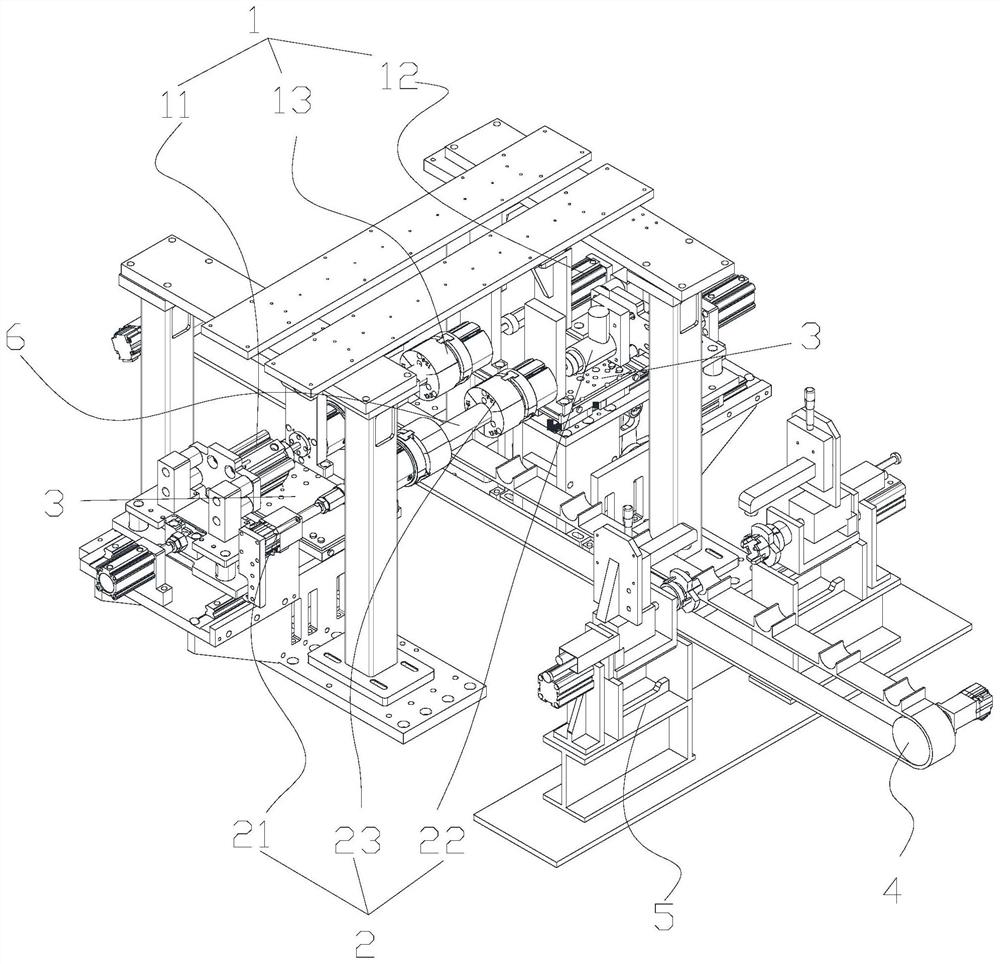
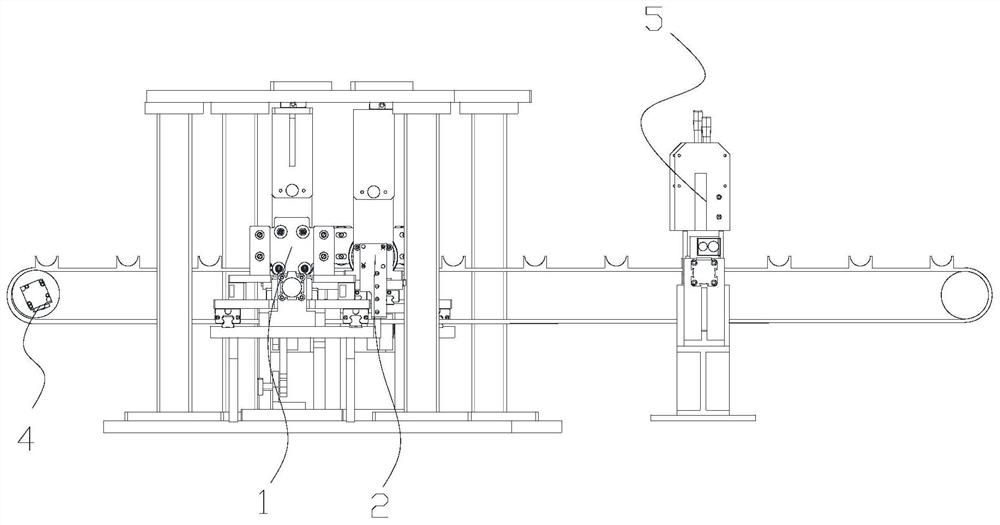
[0064] Such as figure 1 , figure 2 As shown, the box cover spot welding mechanism of the cylindrical battery includes a pre-box cover assembly 1, a box cover assembly 2, a coaxiality adjustment assembly 3, a battery transfer assembly 4, and a laser spot welding assembly 5. The transfer assembly 4 sequentially passes through the pre-cover assembly 1, the cover assembly 2, and the laser spot welding assembly 5, and moves the cylindrical battery 6 to the pre-cover station in sequence, and realizes the cylindrical battery through the pre-cover assembly 1. 6, the box cover is realized by the box cover assembly 2 at the box cover station, and the spot welding is realized by the laser spot welding assembly 5 at the spot welding station, and the coaxiality adjustment assembly 3 is respectively located in the battery transfer assembly into two sides of 4;
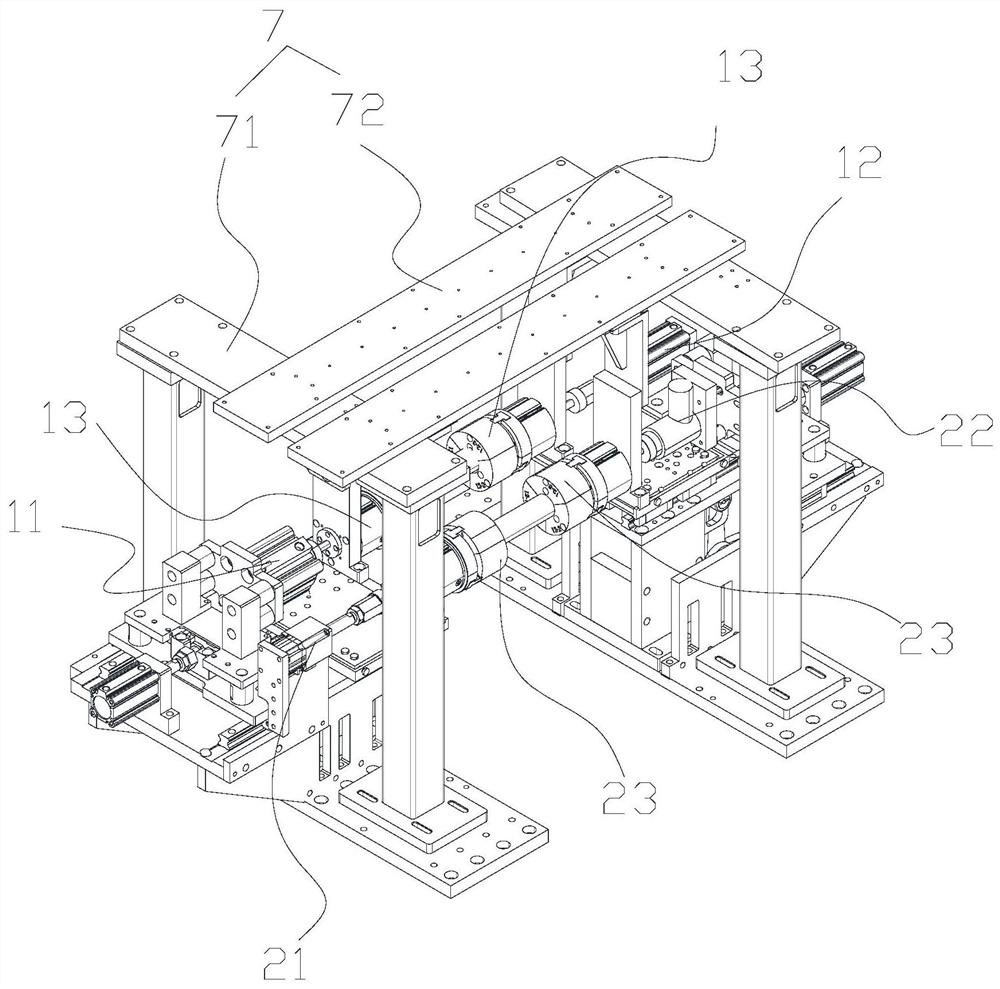
[0065] The pre-cover assembly 1 includes a first positioning assembly 11, a first knocking assembly 12, two first three-jaw pos...
Embodiment 2
[0084] Such as Figure 12 As shown, on the basis of the first embodiment above, the coaxiality adjustment assembly 3 includes a bottom plate 31 and a top plate 32. Both sides of the bottom plate 31 have upward bending edges. Specifically, the bottom plate 31 has a top end and a top plate 32. A rectangular boxed structure close to the opening on one side of the cylindrical battery 6, the two sides of the top plate 32 are connected to the bending edge by adjusting bolts 33, and the top plate 32 is connected to the bottom plate 31 by vertically arranged adjusting bolts 33. The top plate 32 is located inside or above the bottom plate 31; the top plate 32 can be adjusted horizontally, reversely, left and right through the adjusting bolts 33 on the side, and the height adjustment in the vertical direction can be realized through the adjusting bolts 33 in the vertical direction. The first three-jaw positioning assembly 13 and the second three-jaw positioning assembly 23 are connected...
Embodiment 3
[0088] Such as Figure 13 As shown, on the basis of the second embodiment above, the battery transfer assembly 4 includes a transfer motor 41, a first roller 42, a second roller 43, a transfer belt 44, and a battery tank 45, and the first roller 42 and the Described second roller 43 is connected with described transfer motor 41 respectively, and described first roller 42 and described second roller 43 are connected by described transfer belt 44, and described transfer belt 44 runs through pre-box cover assembly 1, box cover Assembly 2 and laser spot welding assembly 5 , the battery slots 45 are evenly spaced and connected to the outside of the transfer belt 44 .
[0089] Transmission mode can adopt belt transmission or chain transmission, and the top of battery tank 45 is arc-shaped, matches the profile of cylindrical battery 6, and the distance between adjacent battery tanks 45 is compatible with pre-cover station and box cover station.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com