

Method for controlling stirring and balanced oscillating of deep penetration K-TIG welding pool
A technology of welding molten pool and control method, applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve problems such as low efficiency, increased equipment complexity, equipment cost, and inconvenience
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
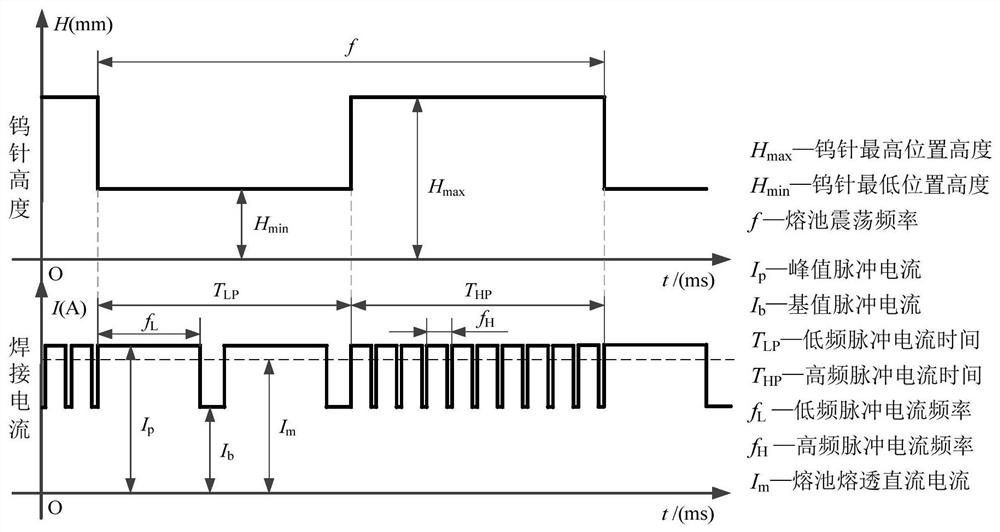
[0046] Such as figure 2 As shown, when the tungsten needle jumps from the highest position to the lowest position, the tungsten needle is in the low position area, and the welding power system outputs low-frequency pulse current; when the tungsten needle jumps from the lowest position to the highest position, the tungsten needle is in the high position area, and the welding The power system outputs high-frequency pulse current.
Embodiment 2
[0048] Such as image 3 As shown, when the tungsten needle gradually moves from the lowest position to the highest position, the tungsten needle enters the high position area from the low position area. When the tungsten needle is in the low position area, the welding power system outputs low-frequency pulse current; when the tungsten needle is in the high position When the tungsten needle jumps from the highest position to the lowest position, the tungsten needle enters the low position area from the high position area, and the welding power system outputs low frequency pulse current.
Embodiment 3
[0050] Such as Figure 4 As shown, when the tungsten needle gradually moves from the lowest position to the highest position, the tungsten needle enters the high position area from the low position area. When the tungsten needle is in the low position area, the welding power system outputs low-frequency pulse current; when the tungsten needle is in the high position When the tungsten needle moves from the highest position to the lowest position gradually, the tungsten needle enters the position area from the high and low position area, and when the tungsten needle is in the high position area, the welding power system outputs high Frequency pulse current; when the tungsten needle is in the low position area, the welding power system outputs low frequency pulse current.
[0051] In the above-mentioned first, second and third embodiments, when the welding power supply system outputs low-frequency pulse current, the distance between the tungsten needle of the welding torch and th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More