

Trailer traction saddle welding process method
A welding process and saddle technology, which is applied in the field of trailer traction saddle welding process, can solve the problems of blank length and width error, large welding transfer gap, affecting welding deformation, etc., so as to reduce welding deformation and uniform assembly gap. Consistent and improve the effect of pass rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
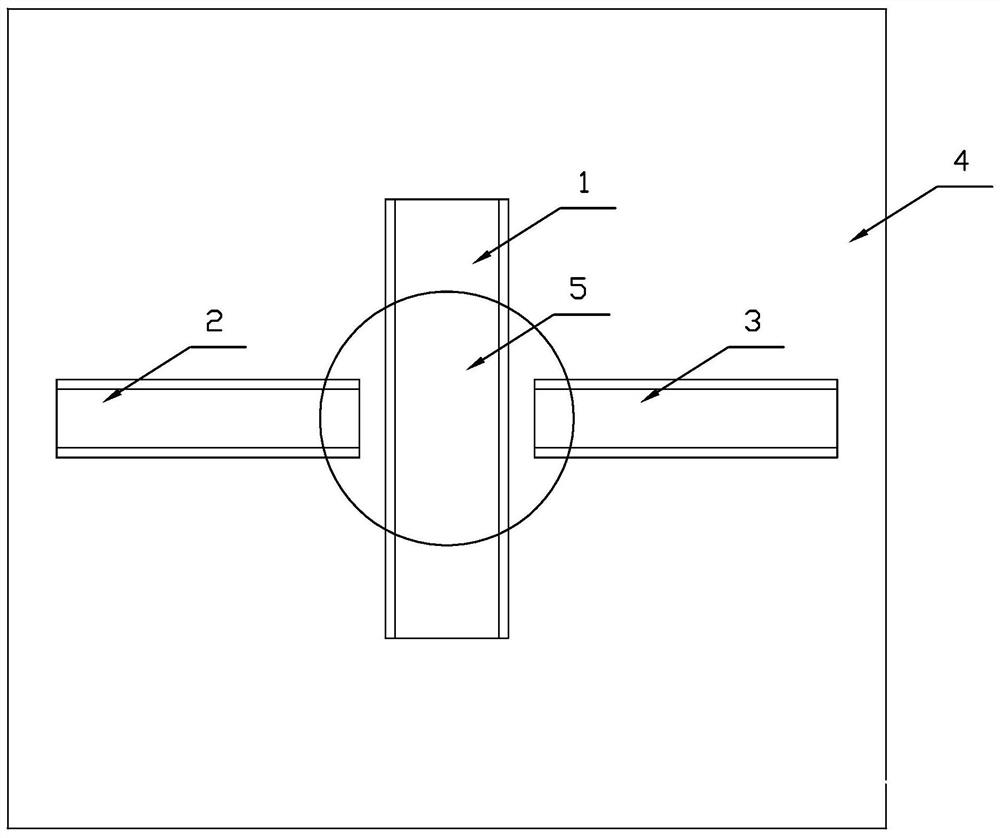
[0019] Specific implementation mode one: combine figure 1 and figure 2 Describe this embodiment, a kind of trailer traction saddle welding process method described in this embodiment, its specific method is as follows:
[0020] Step 1. Use a CNC cutting machine to blank the material, and use a plate bender to bend the cut plate to make longitudinal ribs 1, No. 1 transverse ribs 2 and No. 2 transverse ribs 3;
[0021] Step 2. Weld the longitudinal rib 1, the No. 1 transverse rib 2 and the No. 2 transverse rib 3 processed in step 1 to the lower surface of the slide plate 4, and one side of the longitudinal rib 1 is welded with a No. 1 transverse rib 2, And the other side of the longitudinal rib 1 is welded with the No. 2 transverse rib 3, and the axes of the No. 1 transverse rib 2 and the No. 2 transverse rib 3 are arranged in line;
[0022] Step 3, after welding, the part is annealed;
[0023] In this specific implementation mode, a numerical control cutting machine is used...
specific Embodiment approach 2
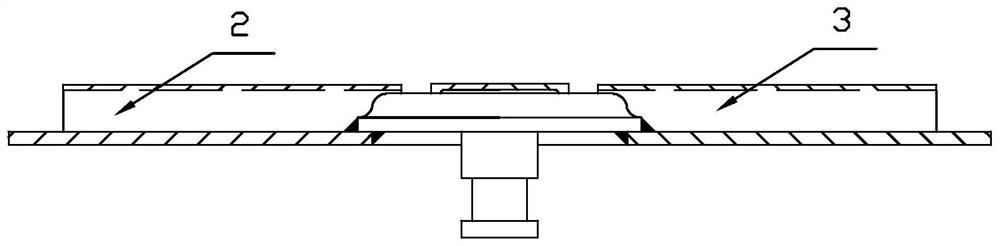
[0024] Specific implementation mode two: combination figure 2 Describe this embodiment, this embodiment is a further limitation of the process method described in the specific embodiment one, a kind of trailer traction saddle welding process method described in this embodiment mode, the specific welding method of the described step two is as follows :
[0025] First, weld the weld between the two sides of the longitudinal rib 1 and the upper surface of the slide plate 4. Two welders weld at the same time, welding from the middle to both ends. Stop welding after the length of the weld is 30mm, and then weld the longitudinal rib 1 and the traction The weld at the link of pin 5 is also welded from the middle to both ends, and the length of the weld is 30mm; then assemble the No. 1 transverse rib 2 and the No. 2 transverse rib 3, and two welders weld No. 1 from the middle to both ends at the same time. The welding seam at the connection between one side of the transverse rib 2 a...
specific Embodiment approach 3
[0026] Specific implementation mode three: combination figure 2 Describe this embodiment, this embodiment is a further limitation of the process method described in the second specific embodiment, a kind of trailer traction saddle welding process method described in this embodiment, the welding rod used in the second step described It is a J507 electrode with a diameter of 4mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More