Heat treatment method of 750-850 DEG C-grade wrought high-temperature alloy
A technology of deformed superalloy and heat treatment method, applied in the field of heat treatment of 750-850 ℃ deformed superalloy, can solve the problems of forging cracking, superalloy melting and hole phenomenon, reduce the mechanical strength of materials, etc., to improve mechanical properties, eliminate Element segregation phenomenon, the effect of avoiding cracking phenomenon
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0044] Embodiment 1 Two-stage solid solution treatment
[0045] (1) Put the cast ingot into a furnace at 500°C, keep it warm for 20 hours, and preheat;
[0046] (2) Raise the temperature to 1080°C at a rate of 50°C / h, keep it warm for 30h, and perform the first stage of solid solution treatment;
[0047] (3) Raise the temperature to 1140°C at a rate of 80°C / h, keep it warm for 55h, and carry out the second stage of solid solution treatment;
[0048] (4) Cool in the furnace to 1050°C, open the furnace door and cool to 800°C with the furnace, and cool the oil outside the furnace to room temperature.
[0049] In the ingot after heat treatment in this embodiment, the residual segregation coefficient of elements is 0.22±0.03, and there is no incipient melting and hole phenomenon; in the thermal compression test, the maximum deformation resistance is 147MPa, and the sample surface has no cracks.
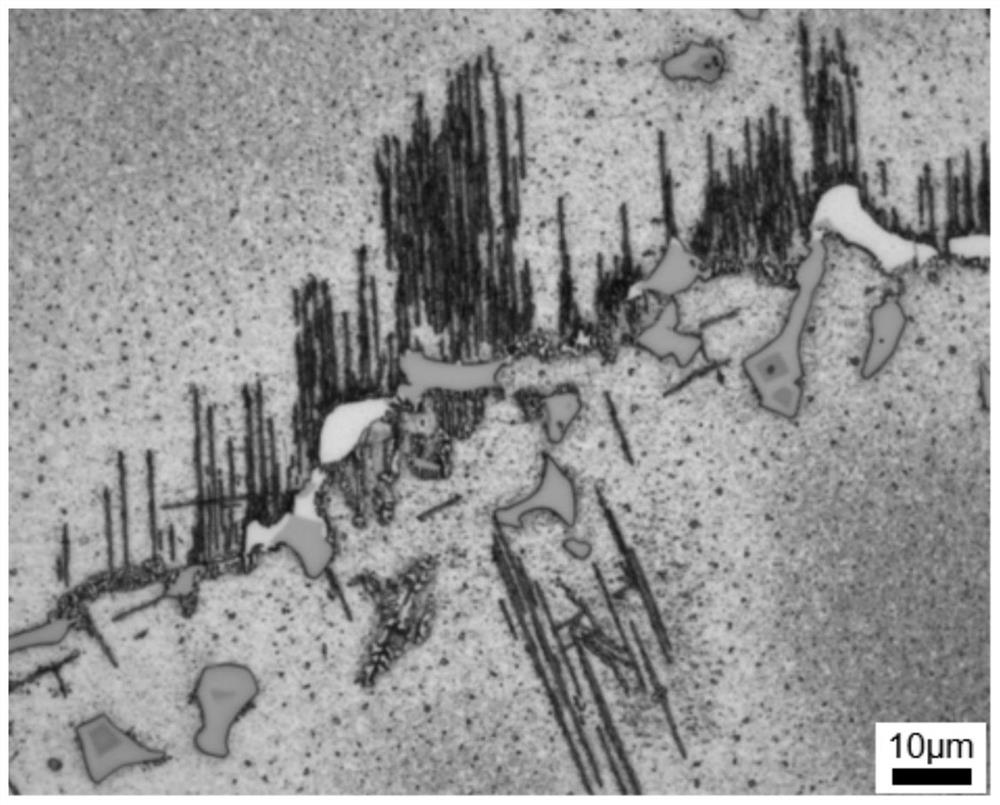
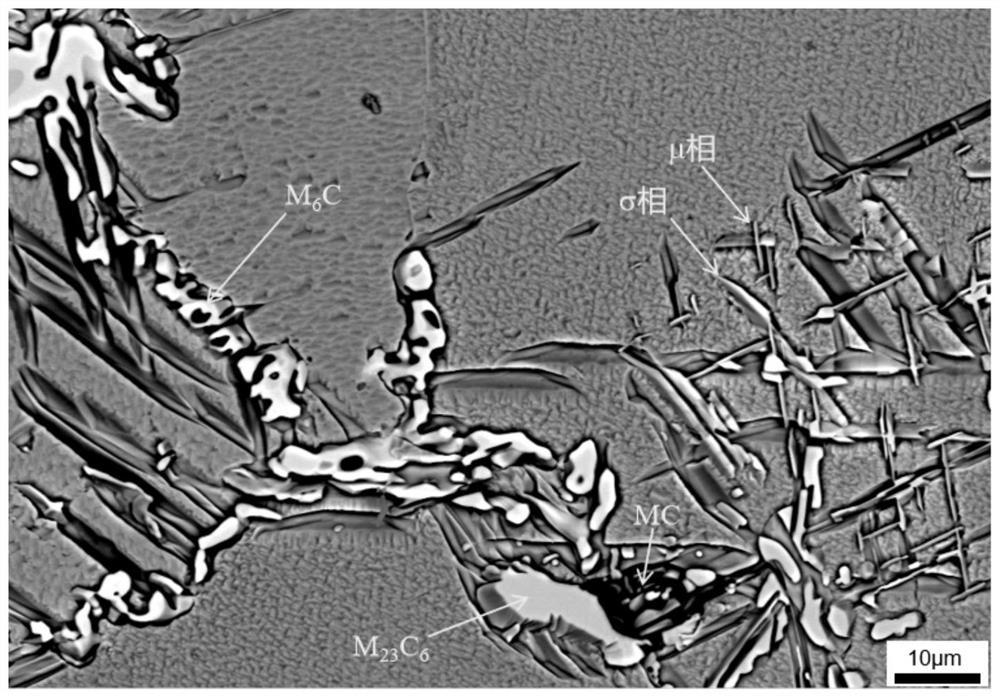
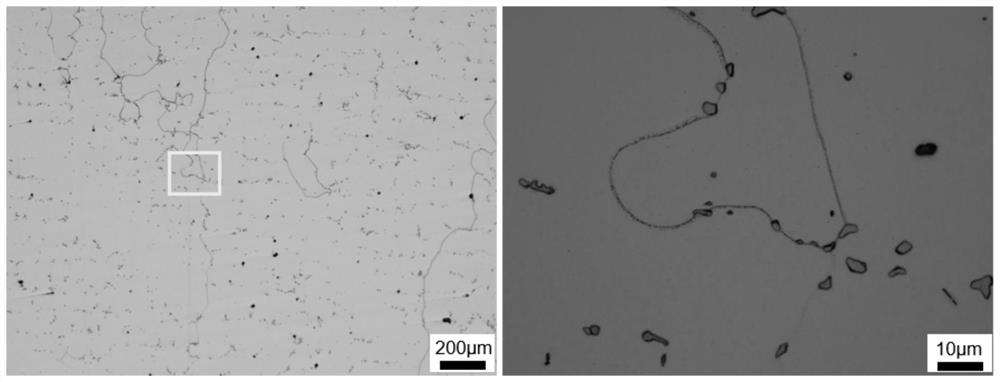
[0050] The metallographic structure morphology of the ingot of the present embodimen...
Embodiment 2
[0051] Embodiment 2 Two-stage solid solution treatment
[0052] (1) Put the cast ingot into a 700°C furnace, keep it warm for 12 hours, and preheat;
[0053] (2) Raise the temperature to 900°C at a rate of 30°C / h, keep it warm for 50h, and perform the first stage of solid solution treatment;
[0054] (3) Raise the temperature to 1190°C at a rate of 120°C / h, keep it warm for 40h, and carry out the second stage of solid solution treatment;
[0055] (4) Cool the furnace to 1050°C, open the furnace door and cool to 800°C with the furnace, and cool the water outside the furnace to room temperature.
[0056] In the heat-treated ingot in this embodiment, the element residual segregation coefficient is 0.18±0.02, and there is no incipient melting and hole phenomenon; in the thermal compression test, the maximum deformation resistance is 143MPa, and the sample surface has no cracks.
Embodiment 3
[0057] Embodiment 3 Two-stage solid solution treatment
[0058] (1) Put the cast ingot into a 600°C furnace, keep it warm for 15 hours, and preheat;
[0059] (2) Raise the temperature to 1000°C at a rate of 120°C / h, keep it warm for 50h, and perform the first stage of solid solution treatment;
[0060] (3) Raise the temperature to 1160°C at a rate of 100°C / h, keep it warm for 50h, and carry out the second stage of solid solution treatment;
[0061] (4) Cool in the furnace to 1100°C, open the furnace door and cool to 850°C with the furnace, and cool to room temperature outside the furnace.
[0062] In the heat-treated ingot in this embodiment, the element residual segregation coefficient is 0.20±0.02, and there is no incipient melting and hole phenomenon; in the thermal compression test, the maximum deformation resistance is 146 MPa, and the sample surface has no cracks.
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap