

Method for guaranteeing electron beam welding coaxiality of large-diameter drum of gas turbine
A gas turbine, large-diameter technology, used in electron beam welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of increased production cycle, insufficient precision, low welding coaxiality accuracy, etc., to reduce the scrap rate of parts and stabilize products. Quality, the effect of shortening the production cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
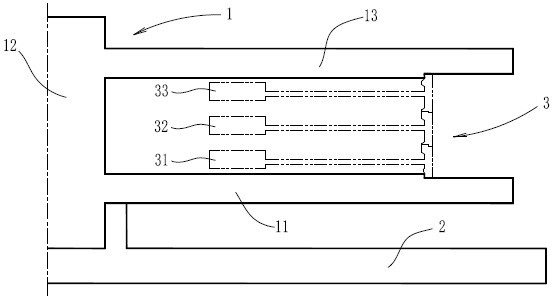
[0020] In this embodiment, the centering of the first-level disc 31 , the second-level disc 32 and the third-level disc 33 of the drum 3 before electron beam welding is taken as an example.
[0021] A method for ensuring the concentricity of electron beam welding of a gas turbine large-diameter drum, comprising the following steps:
[0022] Step 1: Assemble the chassis 11 and shaft 12 of the welding fixture 1 to form a joint, then place the assembled joint on the plane turntable 2, then align the joint on the plane turntable 2, and finally fix the joint On the plane turntable 2;
[0023] Step 2: Place the first-level disk 31 of the drum 3 on the chassis 11 of the welding fixture 1, then align the first-level disk 31 of the drum 3 on the chassis 11 of the welding fixture 1, and finally place the first-level disk 31 of the drum 3 on th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More