Airtight metal packaging structure and manufacturing method
A technology of metal packaging and manufacturing methods, which is applied in the direction of metal processing equipment, coupling devices, electrical components, etc., can solve the problems of poor airtightness of aluminum alloy box welding, and achieve airtightness, high strength, and airtightness good effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] In order to make the technical problems, technical solutions and beneficial effects to be solved by the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
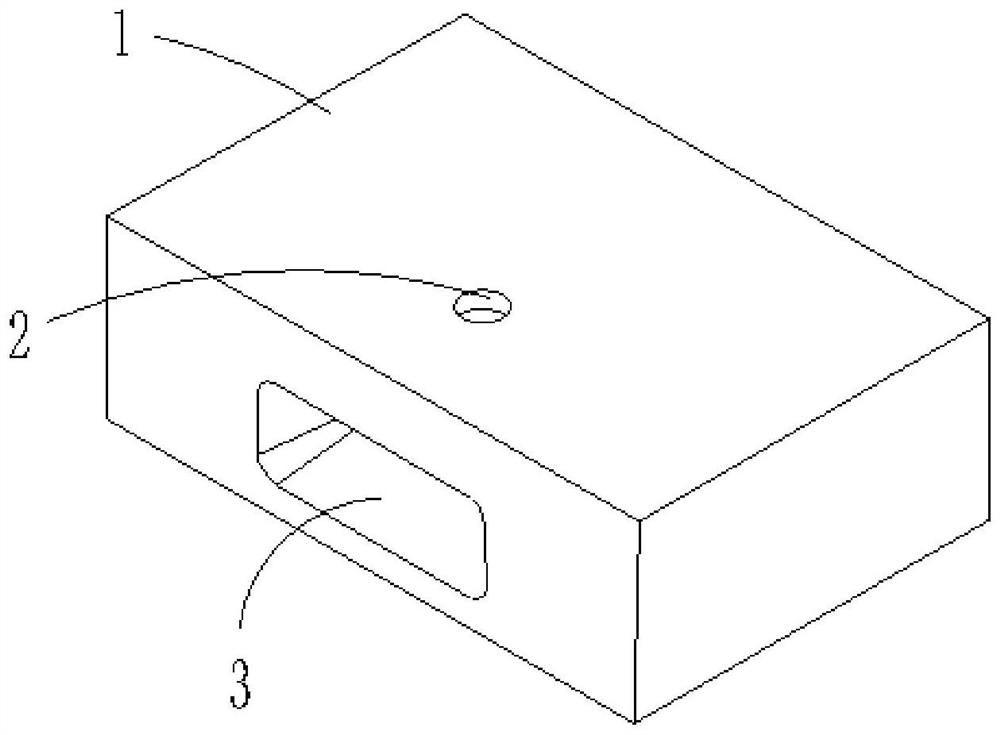
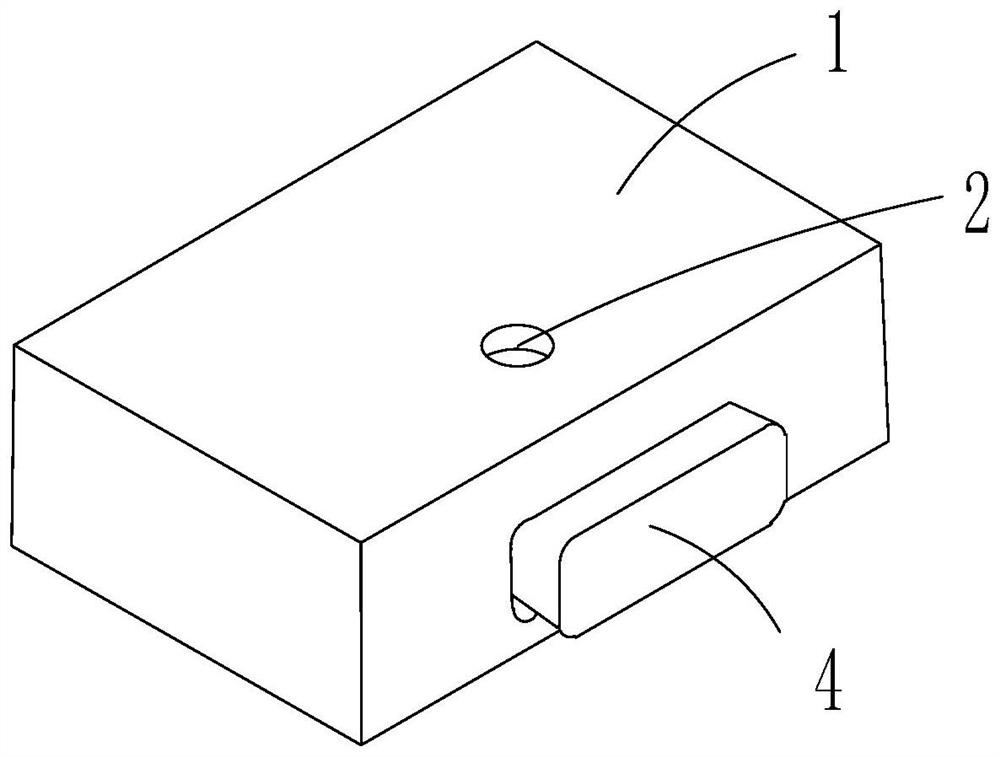
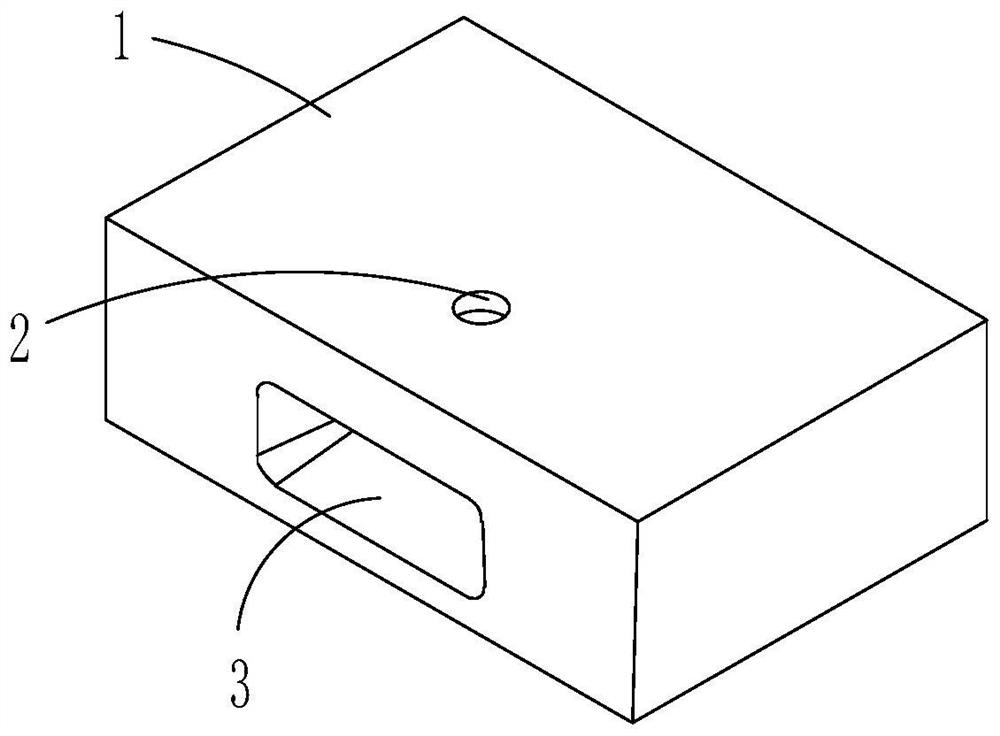
[0031] Please also refer to Figure 1 to Figure 7 , the hermetic metal packaging structure provided by the present invention will now be described. The airtight metal packaging structure includes an aluminum alloy box body 1, a silicon-aluminum sealing member 4 and a multi-pin connector 6, the side wall of the aluminum alloy box body 1 is provided with a first installation hole 3; the silicon-aluminum sealing member 4 It is arranged in the first installation hole 3 , and the silicon aluminum seal 4 is provided with a second installation hole 5 ; the multi-pin conn...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More