

Method for manufacturing longitudinal submerged arc welded pipe
A manufacturing method and straight seam submerged arc technology, which is applied in the field of welded pipe manufacturing, can solve problems such as space influence, misalignment, and burn-through of internal submerged arc welding heat input, so as to reduce internal weld repair and increase heat input , The effect of reducing repair costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] In order to make the technical problems, technical solutions and beneficial effects to be solved by the present invention clearer, the present invention will be further described in detail below with reference to the accompanying drawings and embodiments. It should be understood that the specific embodiments described herein are only used to explain the present invention, but not to limit the present invention.
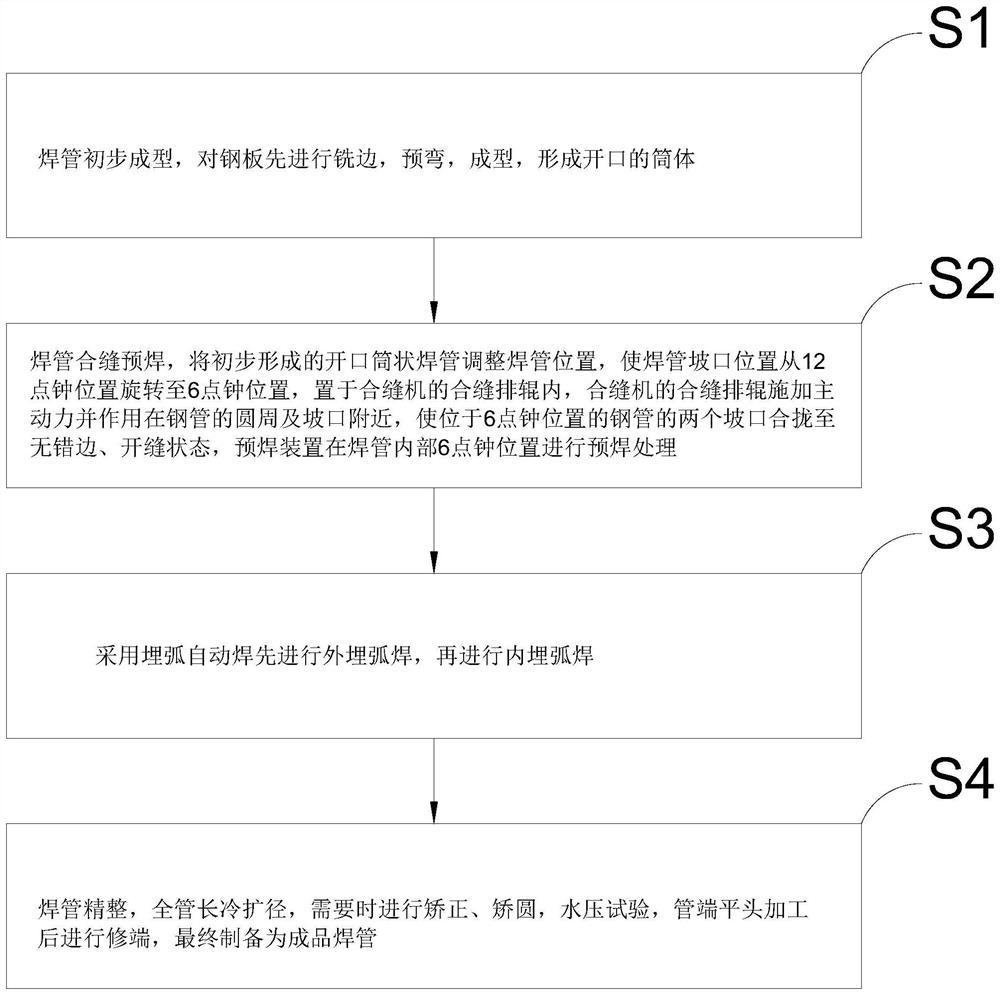
[0018] see figure 1 , and now the manufacturing method of the straight seam submerged arc welded pipe provided by the present invention will be described. The manufacturing method of the straight seam submerged arc welded pipe comprises the following steps:
[0019] S1: The welded pipe is preliminarily formed, and the steel plate is first milled, pre-bent, and formed to form an open cylinder;
[0020] S2: Pre-welding the welded pipe seam, adjust the position of the initially formed open cylindrical welded pipe, rotate the groove position of the welded pipe by...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More