Blade forming method and blade
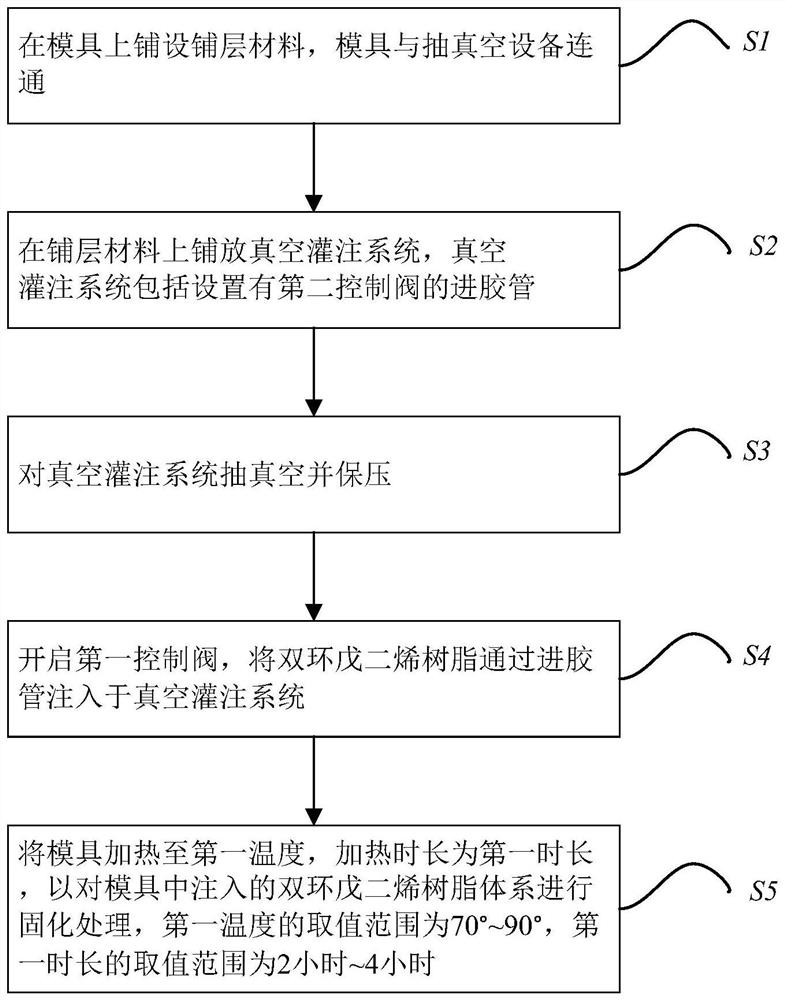
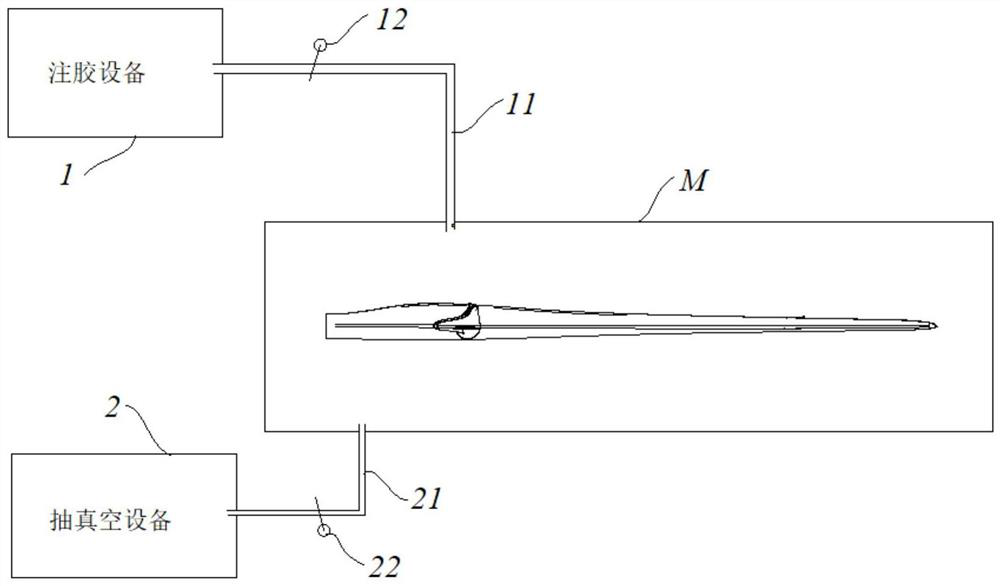
A molding method and blade technology, which can be applied to household appliances, other household appliances, household components, etc., can solve the problems of restricting the production efficiency of blades, increasing costs, and generally taking 1.5 hours to 2 hours, or even longer, to achieve Effects of shortening curing time, improving production efficiency, and shortening pouring time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] Features and exemplary embodiments of various aspects of the invention are described in detail below. In the following detailed description, numerous specific details are set forth in order to provide a thorough understanding of the present invention. However, it will be apparent to one skilled in the art that the present invention may be practiced without some of these specific details. The following description of the embodiments is merely to provide a better understanding of the present invention by way of illustration of the present invention. In the drawings and the following description, at least some well-known structures and techniques are not shown in order to avoid unnecessarily obscuring the present invention; and, the dimensions of some structures may be exaggerated for clarity. Furthermore, the features, structures or characteristics described below may be combined in any suitable manner in one or more embodiments.
[0030] The orientation words appearing...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com