

Surface treatment method for nitriding, oxidizing and then reducing metal
A technology of surface treatment and oxidation treatment, applied in the field of oxidation and then reduction surface treatment and metal nitridation, it can solve the problems of uneven surface color, poor corrosion resistance and high content of the oxide layer, and achieves low oxidation-reduction treatment temperature and improved resistance. Corrosion, the effect of improving corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0066] Preferred embodiment 1 of the present invention provides a metal nitridation-oxidation-reduction surface treatment method, the treated metal sample is DT4C pure iron, and the method includes the following steps:
[0067] S1 polishes the surface of the sample to make the surface roughness Ra 0.2μm;
[0068] S2 uses anhydrous ethanol for degreasing treatment of the polished sample;
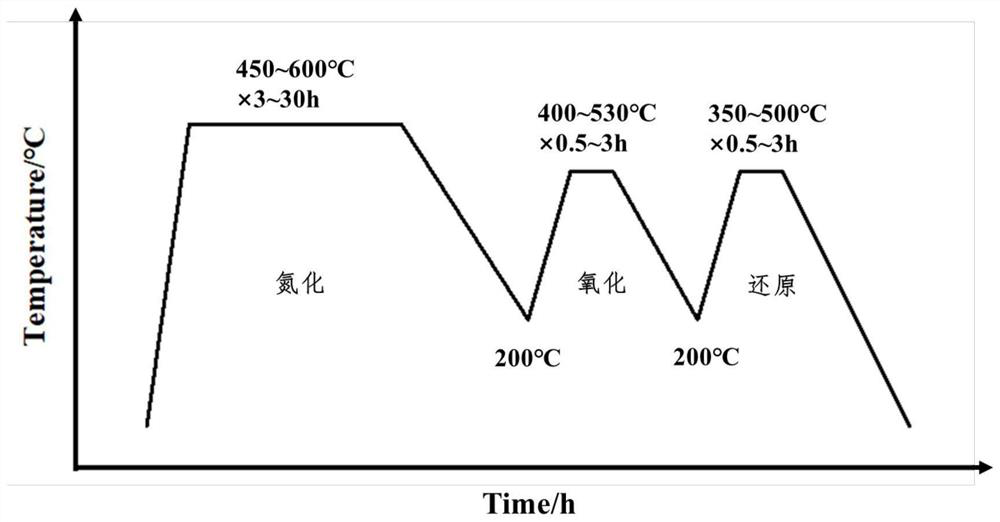
[0069] S3 put the DT4C pure iron sample into the gas nitriding furnace and pass ammonia gas for nitriding treatment. The process parameters of nitriding treatment are: heating rate 10°C / min, nitriding temperature 530°C, nitriding time 10h, then furnace cooling to 200°C and air cooling to room temperature. During the nitriding treatment, the ammonia gas flow was controlled to be 60ml / min, the hydrogen analyzer was turned on at the same time, the ammonia gas decomposition rate was detected, and the ammonia gas decomposition rate in the furnace was controlled to be 35-45%.
[0070] S4 Put the ...
Embodiment 2
[0074] Preferred embodiment 2 of the present invention provides a metal nitridation-oxidation-reduction surface treatment method, the treated metal sample is DT4C pure iron, and the method includes the following steps:
[0075] S1 polishes the surface of the sample to make the surface roughness Ra 0.2μm;
[0076] S2 uses anhydrous ethanol for degreasing treatment of the polished sample;
[0077] S3 put the DT4C pure iron sample into the gas nitriding furnace and pass ammonia gas for nitriding treatment. The process parameters of nitriding treatment are: heating rate 10°C / min, nitriding temperature 530°C, nitriding time 10h, then furnace cooling to 200°C and air cooling to room temperature. During the nitriding treatment, the ammonia gas flow was controlled to be 60ml / min, the hydrogen analyzer was turned on at the same time, the ammonia gas decomposition rate was detected, and the ammonia gas decomposition rate in the furnace was controlled to be 35-45%.
[0078] S4 Put the ...
Embodiment 3
[0082] The preferred embodiment 3 of the present invention provides a metal nitridation-oxidation-reduction surface treatment method, the treated metal sample is DT4C pure iron, and the method includes the following steps:
[0083] S1 polishes the surface of the sample to make the surface roughness Ra 0.2μm;
[0084] S2 uses anhydrous ethanol for degreasing treatment of the polished sample;
[0085] S3 put the DT4C pure iron sample into the gas nitriding furnace and pass ammonia gas for nitriding treatment. The process parameters of nitriding treatment are: heating rate 10°C / min, nitriding temperature 530°C, nitriding time 10h, then furnace cooling to 200°C and air cooling to room temperature. During the nitriding treatment, the ammonia gas flow was controlled to be 60ml / min, the hydrogen analyzer was turned on at the same time, the ammonia gas decomposition rate was detected, and the ammonia gas decomposition rate in the furnace was controlled to be 35-45%.
[0086] S4 put ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface roughness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More