

Casting process and casting mold for preventing air shrinkage cavities of automobile engine ductile iron flywheel shell casting
A technology for automobile engines and casting molds. It is applied in the direction of manufacturing tools, casting molding equipment, casting molds, etc. It can solve the problems of large shrinkage rate, small shrinkage rate, and unfavorable feeding of ductile iron, so as to achieve a dense and uniform overall structure and eliminate gas. The effect of shrinkage defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] In order to make the content of the present invention easier to understand clearly, the present invention will be further described in detail below according to specific embodiments and in conjunction with the accompanying drawings.
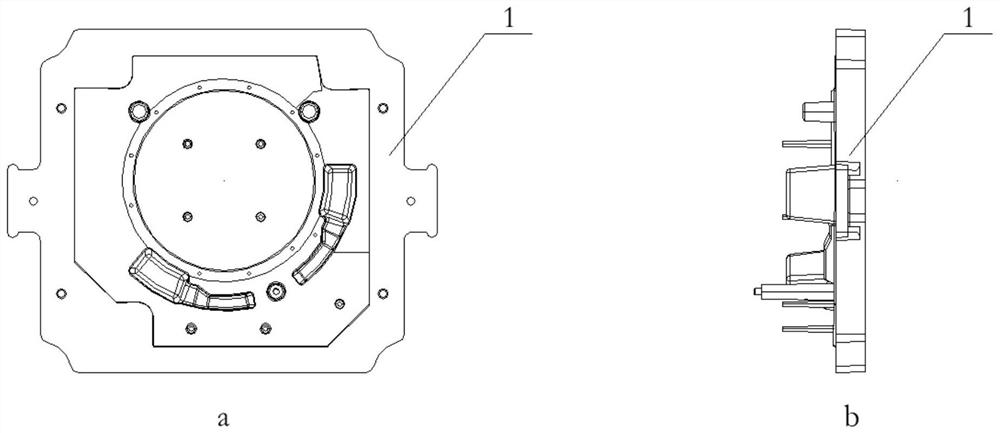
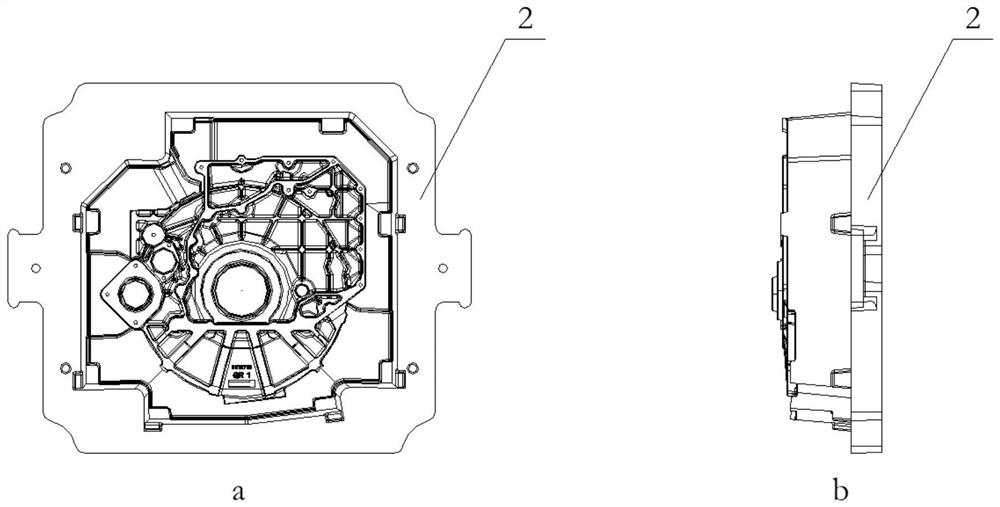
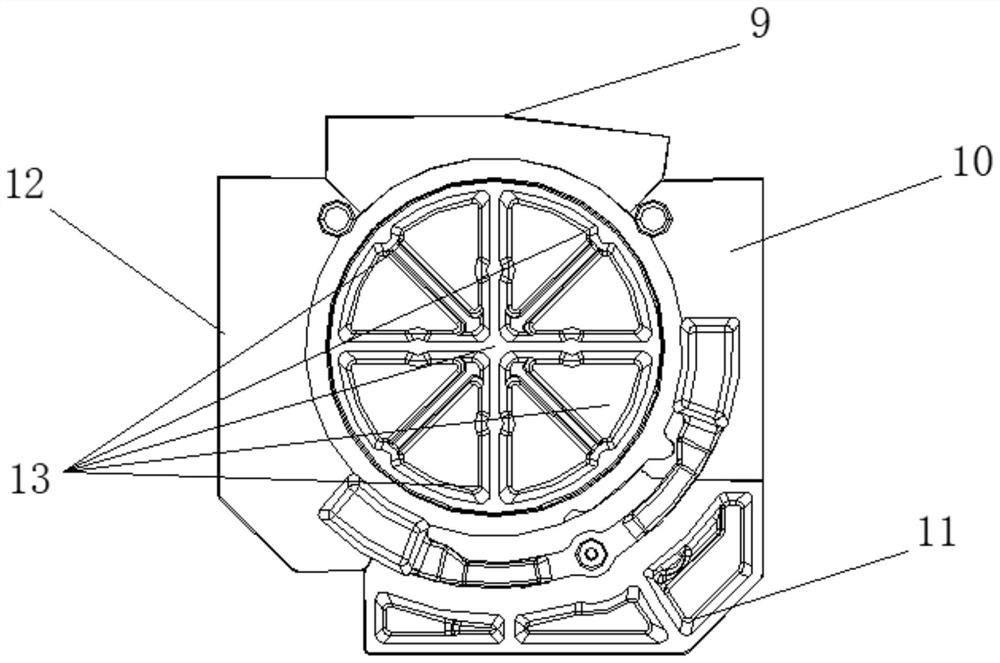
[0036] Figure 1~Figure 4 A schematic structural diagram of a casting mold for preventing air shrinkage cavities in a ductile iron flywheel shell casting of an automobile engine provided in the embodiment of the present application. The casting mold includes an outer shape upper mold 1, an outer shape bottom mold 2 and a pouring system.
[0037] Specifically, see figure 1 and figure 2 , The upper and bottom mold blocks of the outer shape and the bottom mold of the outer shape, which are matched with the castings 8, are respectively opened. After the exterior upper formwork 1 and the exterior base formwork 2 are docked, the exterior formwork upper model block and the exterior exterior base formwork block are butted, and a mold is formed...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More