

Rolling and cogging method for high-temperature alloy GH1015
A high-temperature alloy and production method technology, applied in metal rolling and other directions, can solve the problems of inability to meet the needs of GH1015 alloy bars, large consumption of metal raw materials, and high metallurgical manufacturing costs, and achieve convenient production organization, reduced metallurgical manufacturing costs, and surface finish. good quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] specific implementation plan
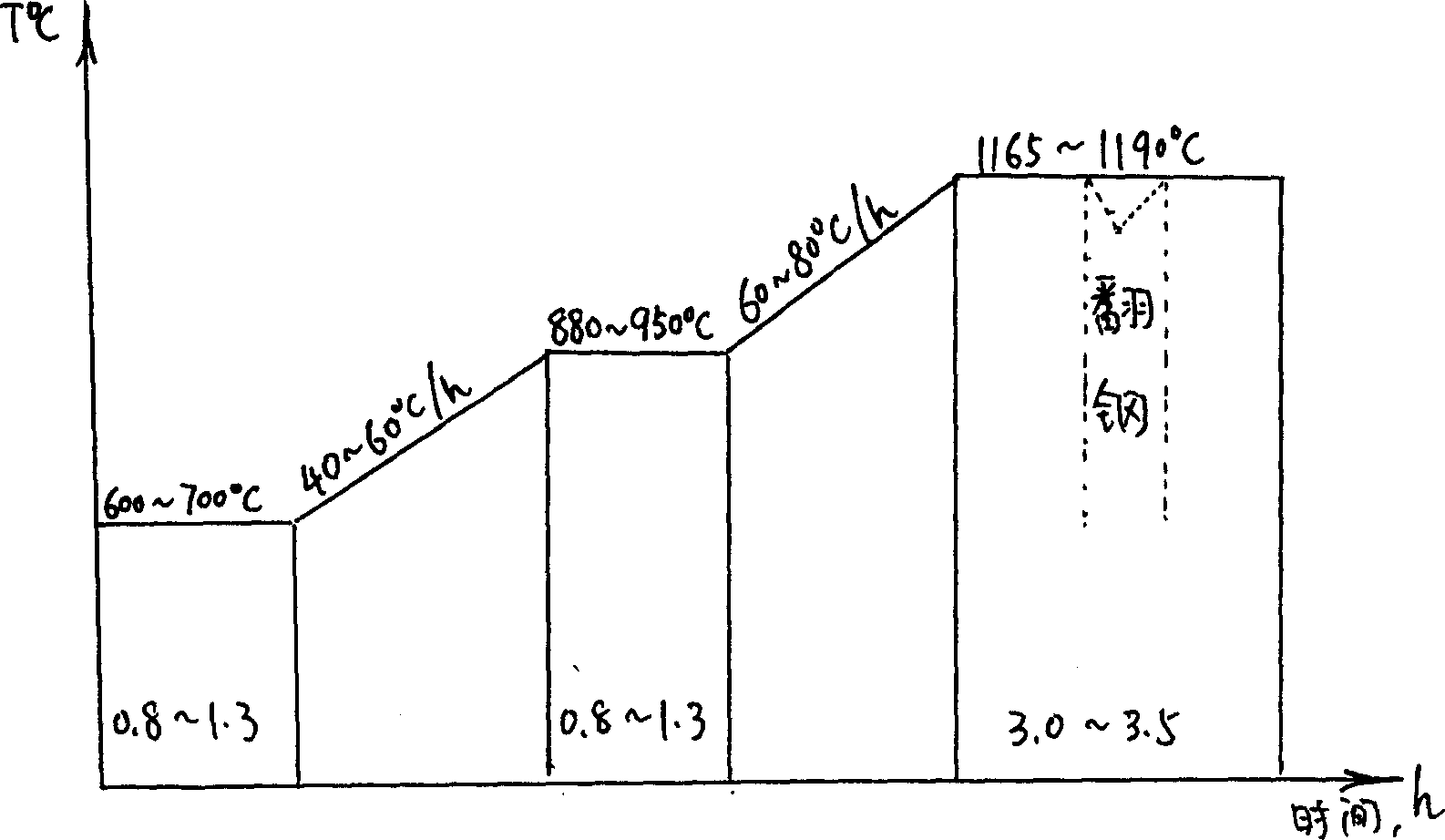
[0020] A steel company implements the patent of the invention, adopts the hot-processing blanking process of heating electroslag ingots in a soaking furnace + second-fire rolling in a blooming mill, and makes high-temperature alloy GH1015 electroslag ingots with a diameter of 300 to 500 mm (single weight 1.5 to 2.5 tons) The billet is rolled and opened into a 120-180mm alloy billet, now take "Φ430mm electroslag ingot (single weight 2 tons) → 140mm alloy billet" as an example. During the first fire rolling of the blooming mill, the alloy ingot is heated by the soaking furnace: (A) the furnace temperature of the alloy ingot is 670°C, and it is kept for 1 hour; (B) the temperature is raised to 880-910°C at a rate of 55-60°C / h ℃, keep warm for 1 hour; (C) heat up to 1180°C at a rate of 75-80°C / h; (D) after 2 hours of heat preservation, turn the alloy ingots one by one, and keep the turned alloy ingots for 1 hour and 15 minutes (E) The tempera...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More