Rolling press treating method for surface protruding on metal material
A metal material and processing method technology, which is applied in the field of rolling processing of protrusions on the surface of metal materials, can solve the problems of difficult control, difficult processing, and high requirements, and achieves good controllability of process parameters, prevention of gas pollution, and high reliability. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] The present invention will be further described in detail below with reference to the accompanying drawings and examples. However, the invention is not limited to the examples given.
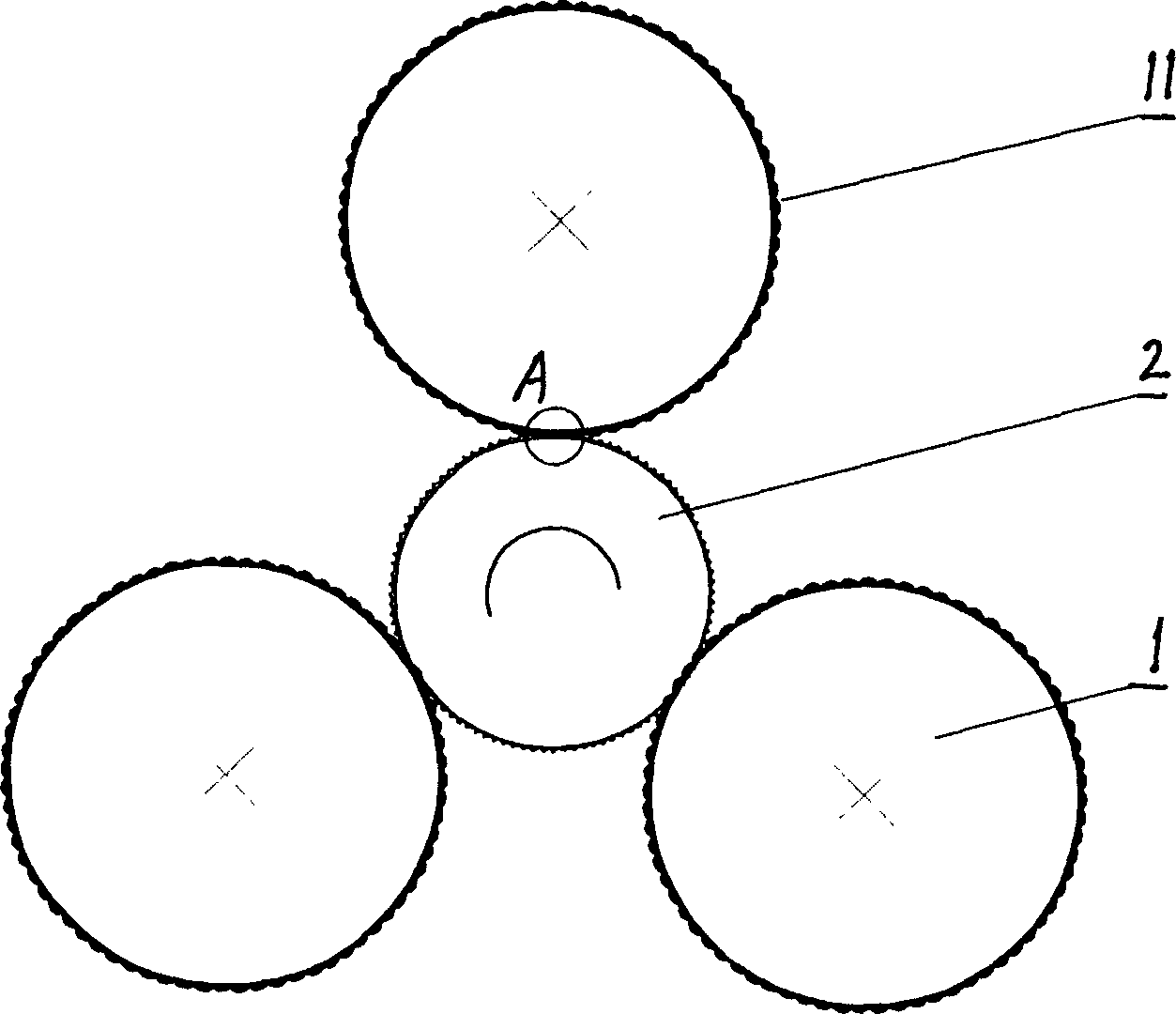
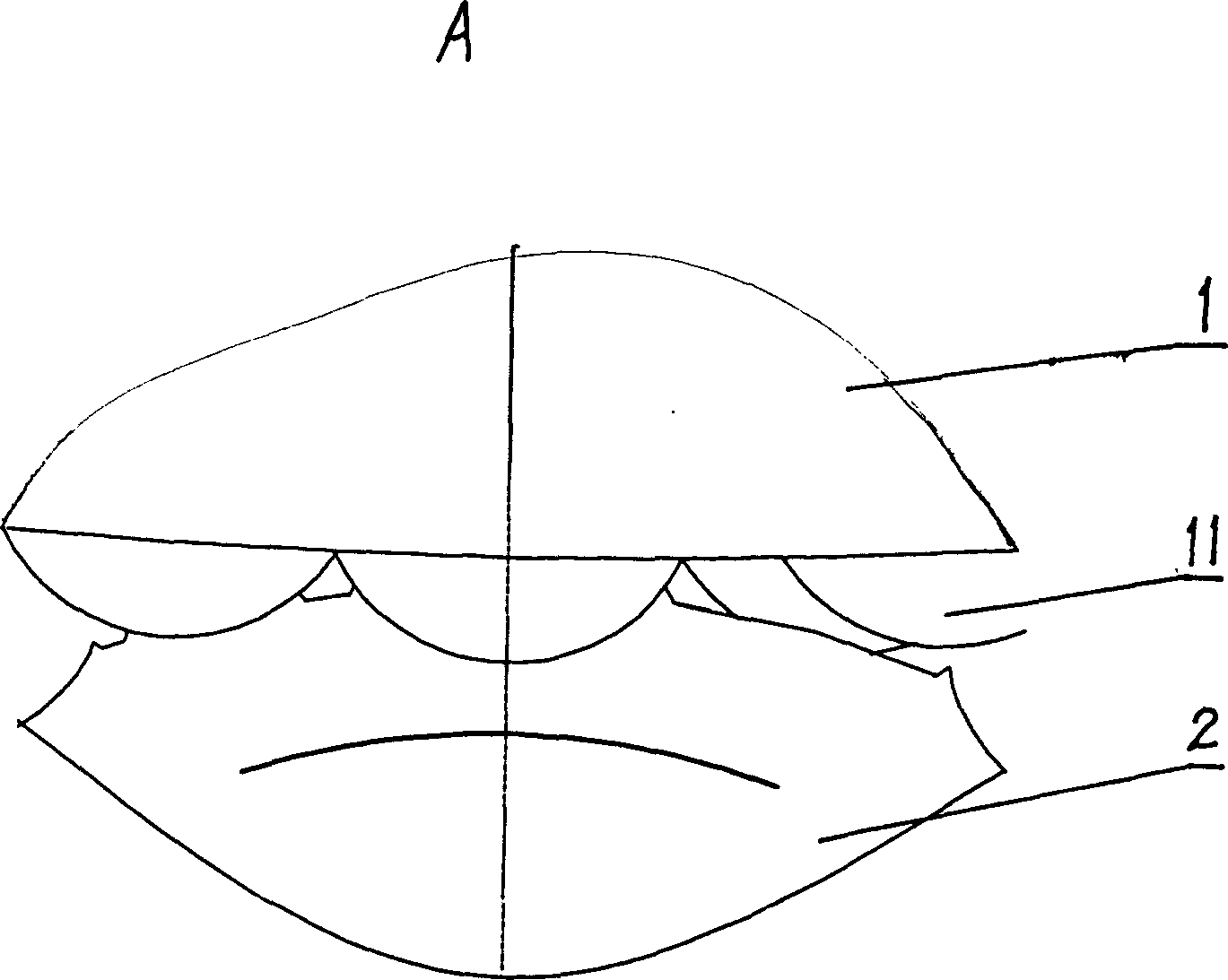
[0013] Embodiment 1 of the present invention is to carry out rolling nanocrystallization treatment on the surface of the outer cylindrical surface of the 20 steel annular workpiece.
[0014] Original state: annealed state, average grain size 26um, workpiece size Φ200×20×50, treatment process and control conditions: clean workpiece surface—rolling chamber air pressure 6.67×10 -2 Pa——Three rolling die treatment, pre-rolling processing process: two rolling dies are distributed with protrusions with a diameter of 2mm, and their depth of pressing into the workpiece is 0.02mm, and the other rolling die is distributed with a diameter of 20mm The protrusion, which is pressed into the workpiece at a depth of 0.005mm, and the plastic deformation rate of rolling is 7×10 per second 3 , it takes 13 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



