

Golf club head and its manufacturing method
A technology for golf club heads and manufacturing methods, which is applied to golf balls, golf clubs, manufacturing tools, etc., which can solve the problems of increased difficulty in mechanical processing, increased cost, and increased cost required for mechanical processing, and achieve cost reduction , the effect of easy weight control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 approach
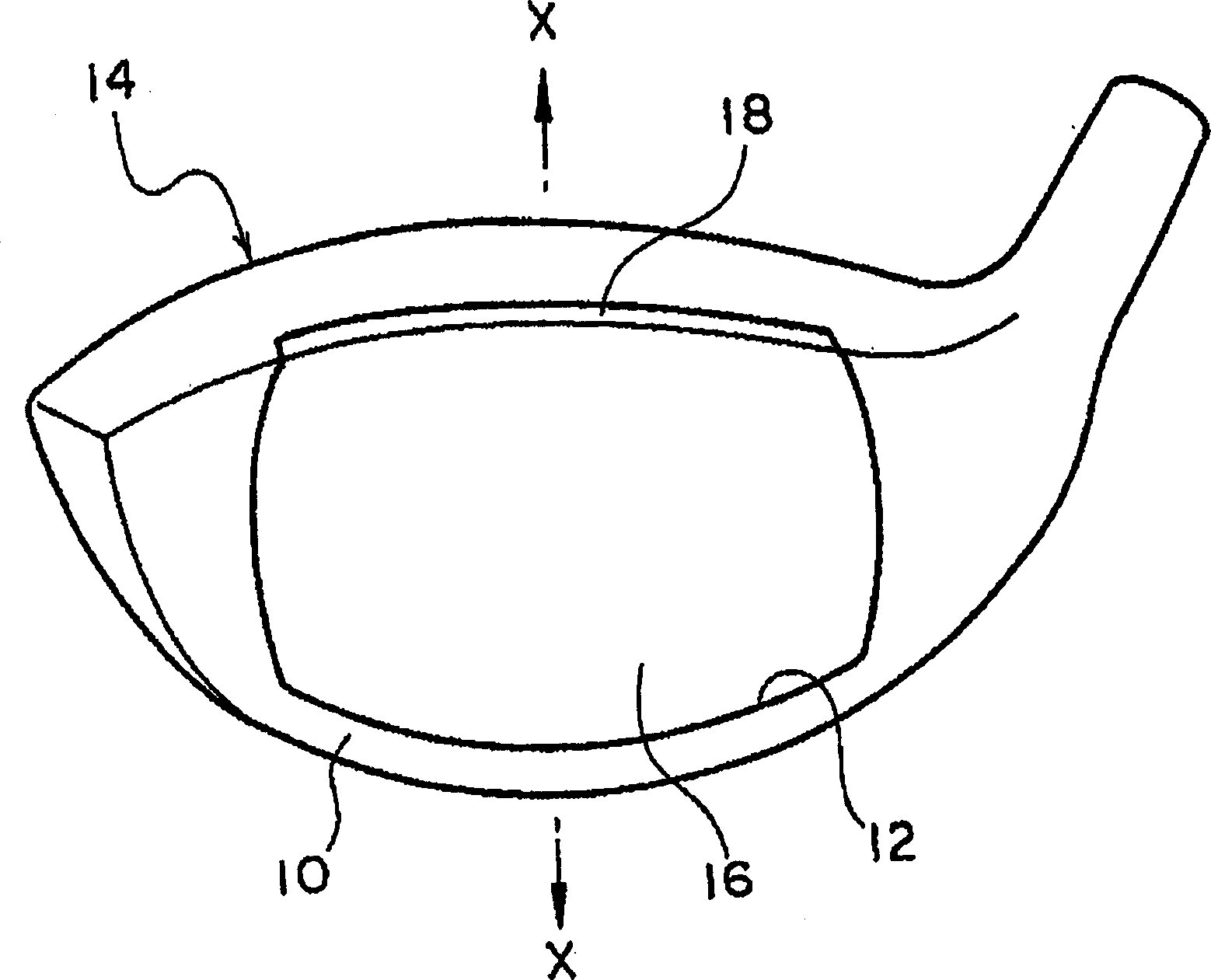
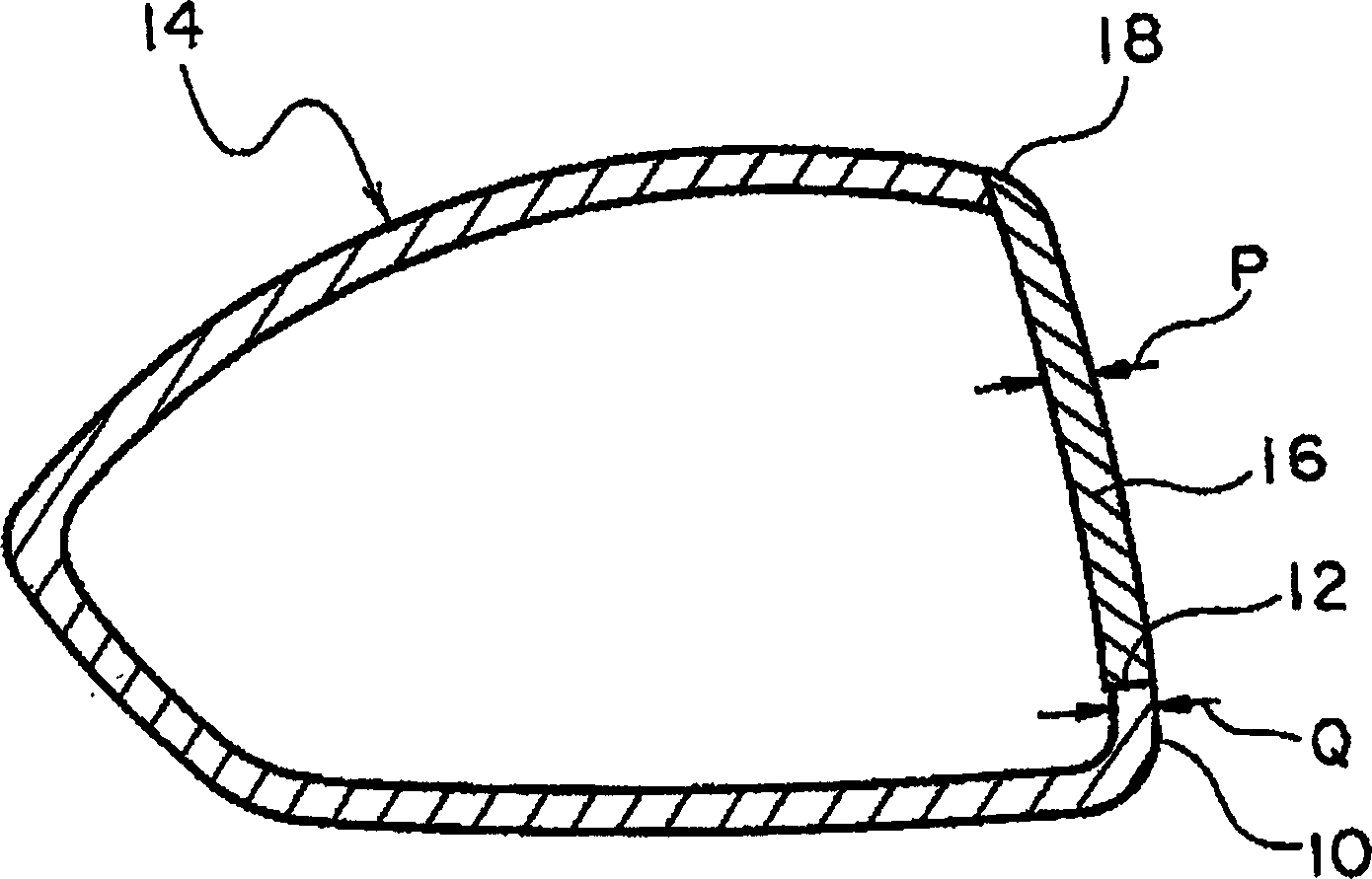
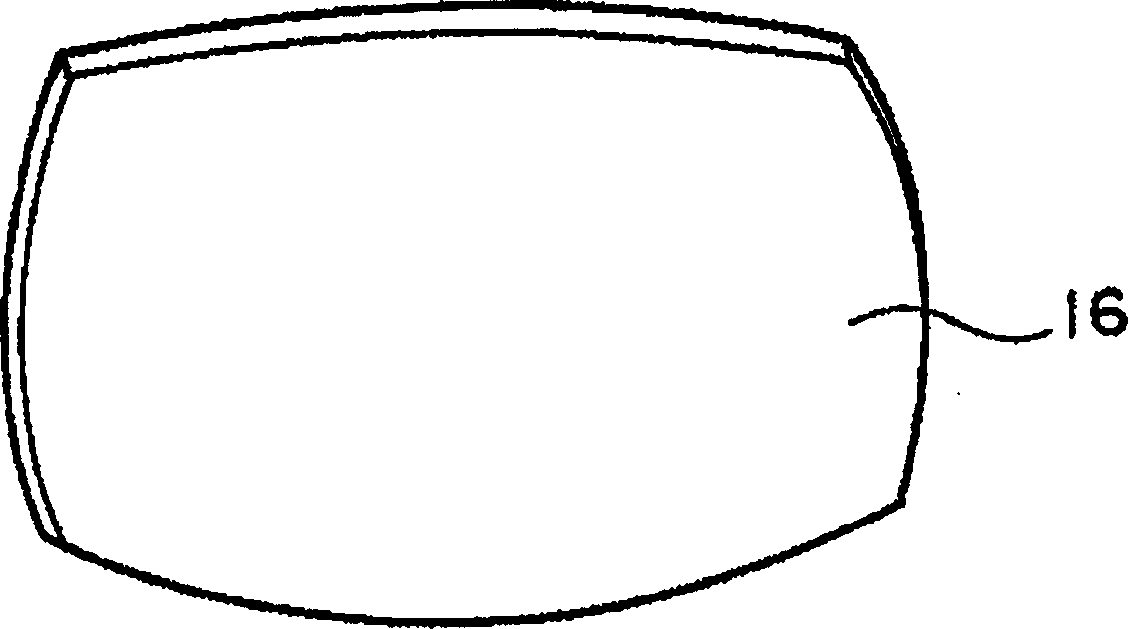
[0043] figure 1 It is a perspective view showing one embodiment of the golf club head according to the present invention. figure 2 is the edge of the same golf club head figure 1 The cross-sectional view of X-X line. image 3 It is a perspective view of the face parts of the same golf club head. The golf club head of this example is made as a wood golf club head having a hollow portion.
[0044] The golf club head of this example has a club head body 14 made of titanium alloy (specifically 6-4Ti) and a face part 16 made of titanium alloy (specifically Ti735), and the club head body 14 is formed on the ball striking face 10. There is a face opening 12 thereon, and the face member 16 is used to fill the face opening 12 .
[0045] In the golf club head of this example, the upper edge of the face opening 12 and the upper edge of the face member 16 extend to the crown. Therefore, when the face member 16 is fastened to the peripheral portion of the face opening 12 of the club ...
no. 2 approach
[0049] Figure 5 It is an exploded perspective view showing one embodiment of the golf club head according to the present invention. The golf club head of this example is made as an iron golf club head.
[0050] The golf club head of this example has a head body 34 (cast material of SUS630) and a face part 36 (rolled material of SUS630). The face member 36 is used to fill the face opening 32 .
[0051] In the golf club head of this example, when the face member 36 is fastened to the peripheral portion of the face opening 32 of the club head body 34, the upper edge 38 of the face member 36 becomes a part of the top plate of the golf club head, and the face member 36 The leading edge 40 of the golf club head becomes part of the nose.
[0052] In the golf club head of this example, the thickness of the face member 36 is made 0.1 mm thicker than the thickness of the peripheral portion of the face opening of the head body 34 .
[0053] In addition, in the golf club head of this...
no. 3 approach
[0055] Figure 6 It is a perspective view showing one embodiment of the golf club head according to the present invention. The golf club head of this example is made as an iron golf club head.
[0056] The golf club head of this example has a head body 52 (cast material of SUS630) and a face member 54 (rolled material of SUS630). not shown), the face part 54 is used to fill up the face opening. and, Figure 6 It shows that the head body 52 and the face member 54 are in a fastened state.
[0057] In the golf club head of this example, when the face member 54 is fastened to the peripheral portion of the face opening of the club head body 52, the lower edge 56 of the face member 54 becomes a part of the sole of the golf club head, and the front end of the face member 54 Edge 58 becomes part of the nose of the golf club head.
[0058] In the golf club head of this example, the thickness of the face member 54 is made 0.1 mm thicker than the thickness of the peripheral portion ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More