

Build-up welding repair process of disc shear blade and repaired disc shear blade thereby
A technology of scissor blades and disc shears, which is applied in the direction of knives, shearing devices, and shearing machine equipment used in shearing machine devices, can solve the problems of high cost, high production cost, high hardness and strength requirements, and achieve The effect of reducing production cost, simple and easy repair process, and easy promotion and application
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] The original standard diameter D is 362mm, the thickness H is 30mm disc scissors.
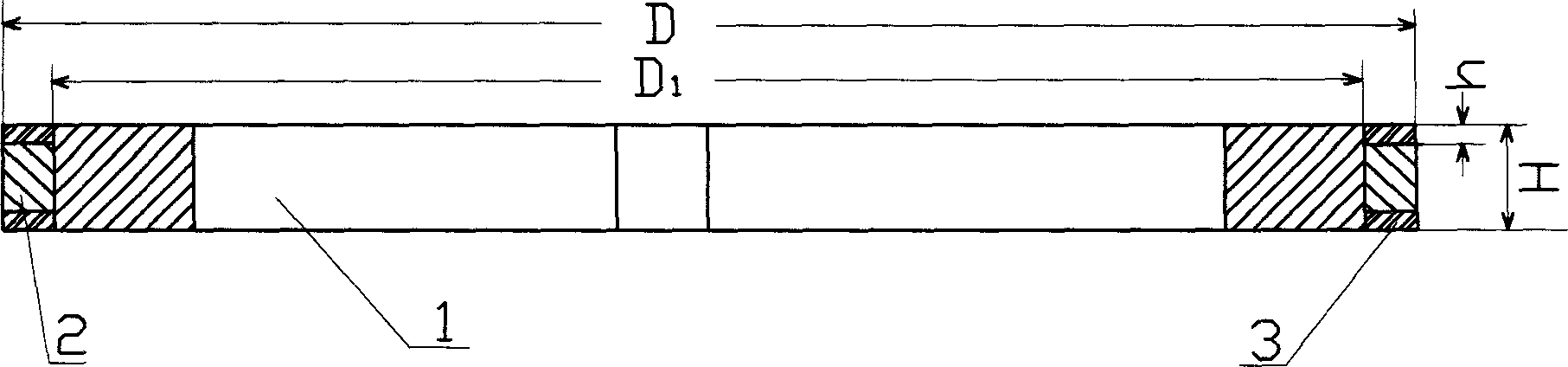
[0022] ① Mechanical processing to remove the worn outer edge, such as turning or wire cutting to remove the worn outer edge, so that the original diameter of 362mm disc scissors is processed into a diameter D 1 350mm disc scissor blade substrate;
[0023] ②The old disc scissors are pickled to remove surface rust;
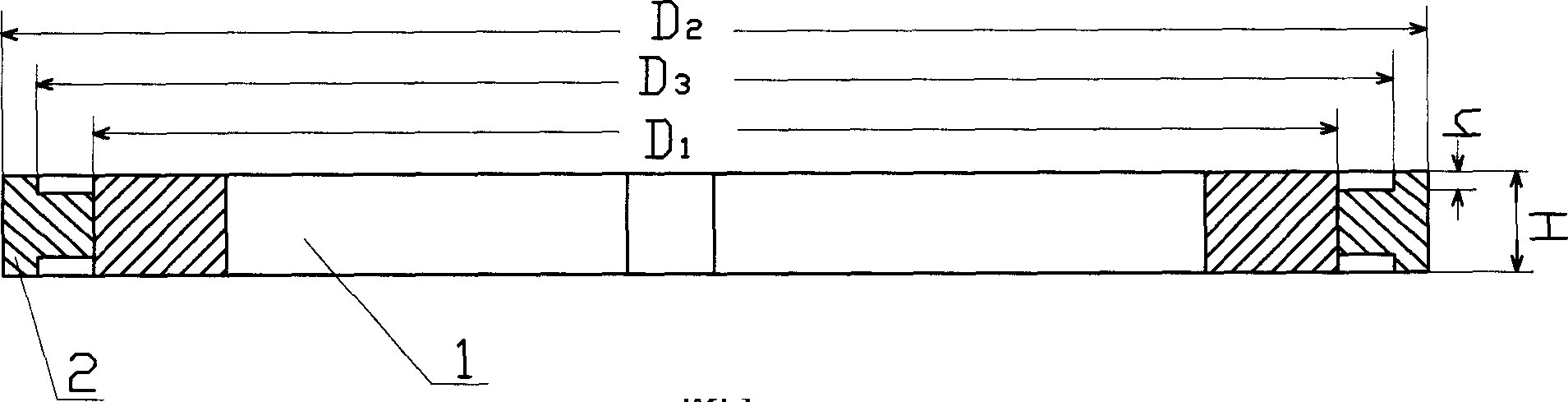
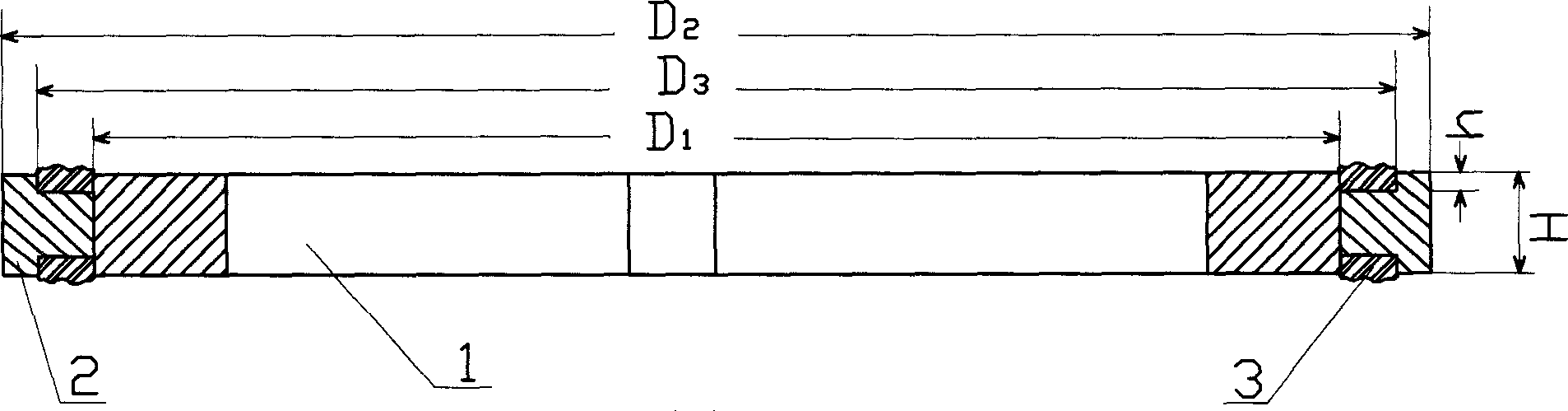
[0024] ③Using carbon structural steel Q235-A to make the repair parts, the repair parts have an outer diameter of D 2 374mm, the inner diameter is 350mm, the thickness H is 30mm, and the inner edge has outer diameter D on both sides. 3 An annular groove of 365 mm and a depth h of 4 mm;
[0025] ④The repair part 2 is assembled with the disc scissors blade substrate 1; as figure 1 shown;
[0026] ⑤ The metal surfacing electrode is preheated at 320°C for 1 hour, and the electrode used is the D327 metal surfacing electrode of Φ3.2;
[0027] ⑥Preheat the assembled disc scisso...
Embodiment 2
[0036] The original standard diameter D is 1300mm, the thickness H is 70mm disc scissors.
[0037] ①Machining to remove the worn outer edge, so that the disc scissors with the original diameter of D = 1300mm are processed into a diameter of D 1 = 1220mm disc scissors blade substrate;
[0038] ② The old disc scissors are pickled to remove surface rust and reduce welding impurities;
[0039] ③ Use No. 45 steel to make repair parts, and its outer diameter is D 2 =1330mm, inner diameter is D 1 =1220mm, thickness=70mm, both sides of the inner edge have outer diameter D 3 = 1306mm, depth h = 20mm annular groove;
[0040] ④The repair part 2 is assembled with the disc scissors blade substrate 1; as figure 1shown;
[0041] ⑤ The metal surfacing electrode is preheated at 400°C for 1.5 hours, and the D337 metal surfacing electrode of Φ5.0 is used;
[0042] ⑥Preheat the assembled disc scissors at 400°C for 1 hour;
[0043] ⑦Use the preheated welding rod to weld the preheated assem...
Embodiment 3
[0049] The original standard diameter D is 820mm, the thickness H is 50mm disc scissors.
[0050] ①Machining to remove the worn outer edge, so that the disc scissors with the original diameter of D=820mm are processed into a diameter of D 1 = 780mm disk scissors blade substrate;
[0051] ② The old disc scissors are pickled to remove surface rust and reduce welding impurities;
[0052] ③Using No. 25 steel to make repair parts, its outer diameter is D 2 =844mm, inner diameter is D 1 =780mm, thickness H=50mm, both sides of the inner edge have outer diameter D 3 =826mm, the annular groove of depth h=14mm;
[0053] ④The repair part 2 is assembled with the disc scissors blade substrate 1; as figure 1 shown;
[0054] ⑤ The metal surfacing electrode is preheated at 380°C for 1.2 hours, and the self-made metal surfacing electrode of Φ4.0 is used. The components and ratios of W, Mo, V, Cr and other components contained in this electrode are consistent with the standard brand D337;...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More