

Friction stirring-welding method
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
first embodiment
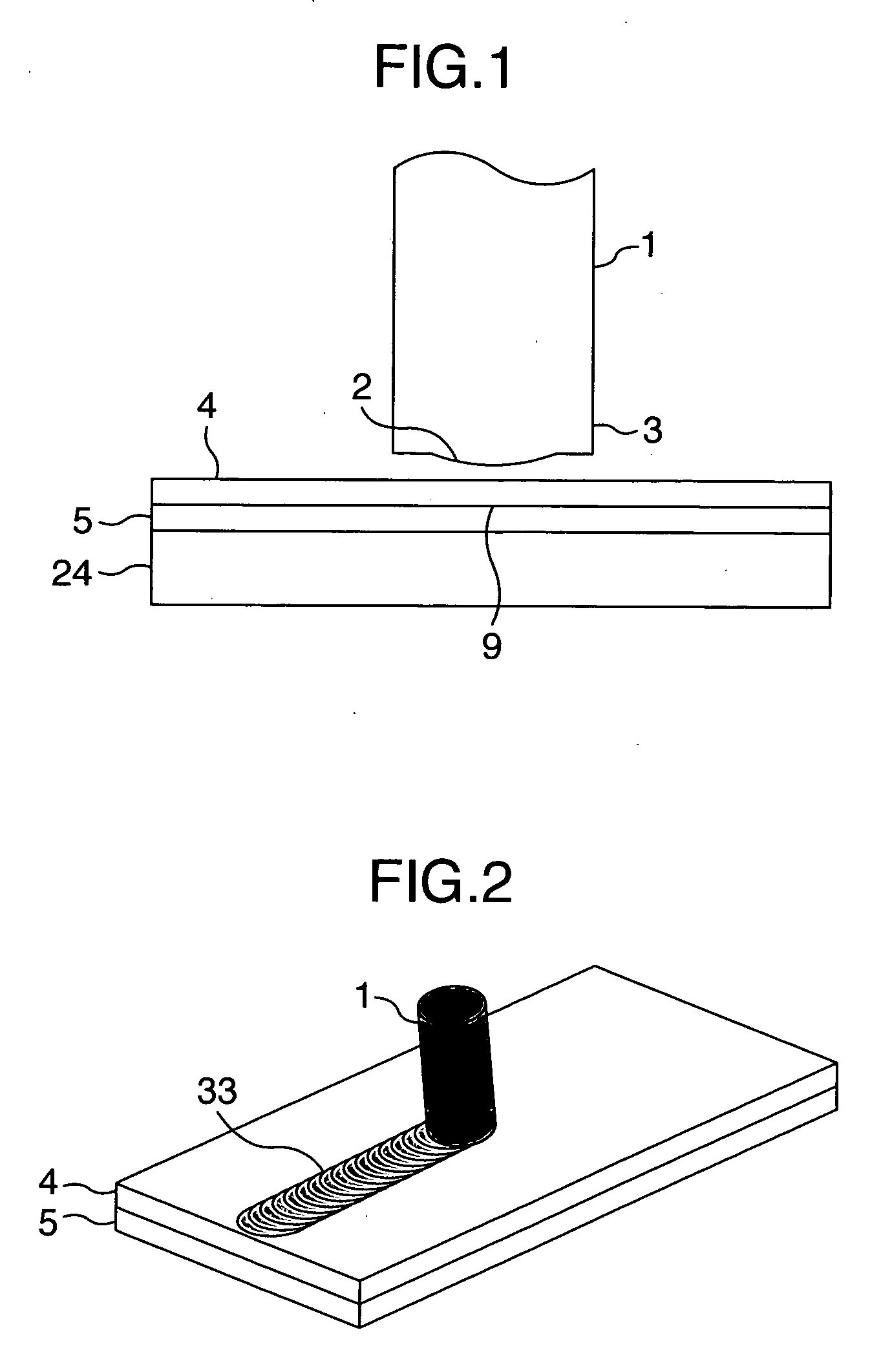
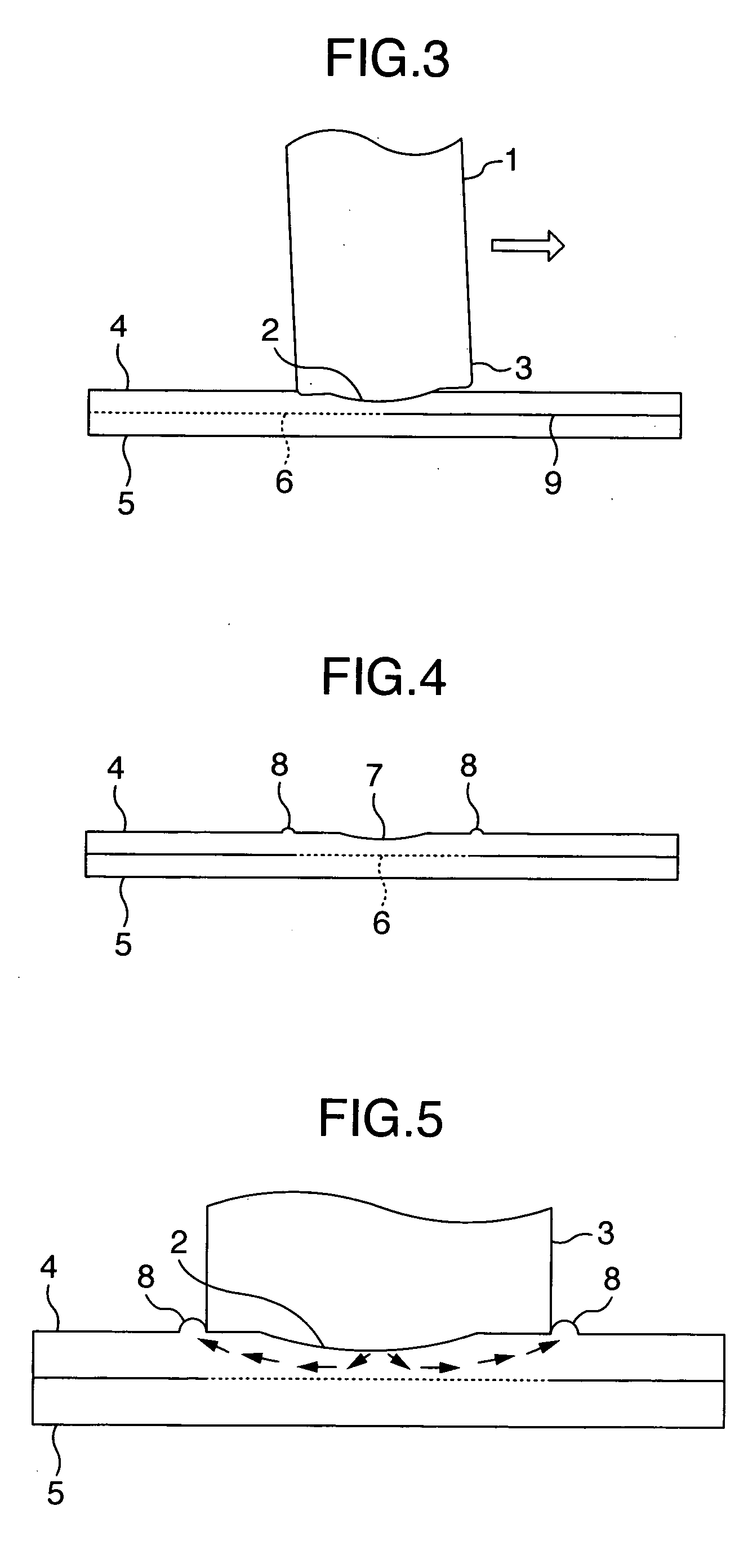
[0037]FIG. 1 is a cross sectional view showing a first embodiment. A welding tool 1 comprises a small diameter projected part 2 at the tip end of a large diameter shoulder 3. A welding test piece comprises an upper plate 4 and a lower plate 5, which lap each other and are arranged on a bearing member 24. FIG. 2 is a perspective view in the course of welding. By rotating and moving the welding tool 1 in a direction of welding in a state, in which it is pressed only into the upper plate 4 from a side of the upper plate 4, welding boundary surfaces 6 of the upper plate 4 and the lower plate 5 can be welded to each other. An indentation 7 is produced on the upper plate 4 as the welding tool 1 is moved. FIG. 3 is a cross sectional view showing a direction of welding in the course of welding. An axis of rotation of the welding tool 1 in the course of welding is inclined on an opposite side to a direction of welding indicated by an arrow, that is, a backward angle side. FIG. 4 is a cross s...
second embodiment
[0046]FIG. 11 is a cross sectional view showing a state before welding in a second embodiment. The embodiment differs from the first embodiment in that a trapezoidal member 30 is provided on a welding part of an upper plate 4 to make the upper plate 4 thick. FIG. 12 is a cross sectional view showing the welded part in the second embodiment. While an indentation 7 is produced on the welded part, any indentation does not remain and a flat surface is obtained when the welded part is ground flat.
third embodiment
[0047]FIG. 13 is a cross sectional view showing a state before welding in a third embodiment. FIG. 14 is a cross sectional view showing a welded part. The embodiment differs from the first embodiment in that a groove 32 is provided on an upper plate 4 and a projected part 31 is provided on a lower plate 5 to be fitted into the groove. Thereby, since the welding part can be made smaller in thickness than the upper plate 4, it is possible to perform welding for a further large plate thickness.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Flow rate | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Friction | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More