

Direct casting utilizing stack filtration
a technology of filtration system and casting casting, applied in the field of casting, can solve the problems of casting to be reworked or scrapped, the impurity content of direct casting of super alloys and other metals for precision casting components is high, and the impurity content of direct casting is high
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
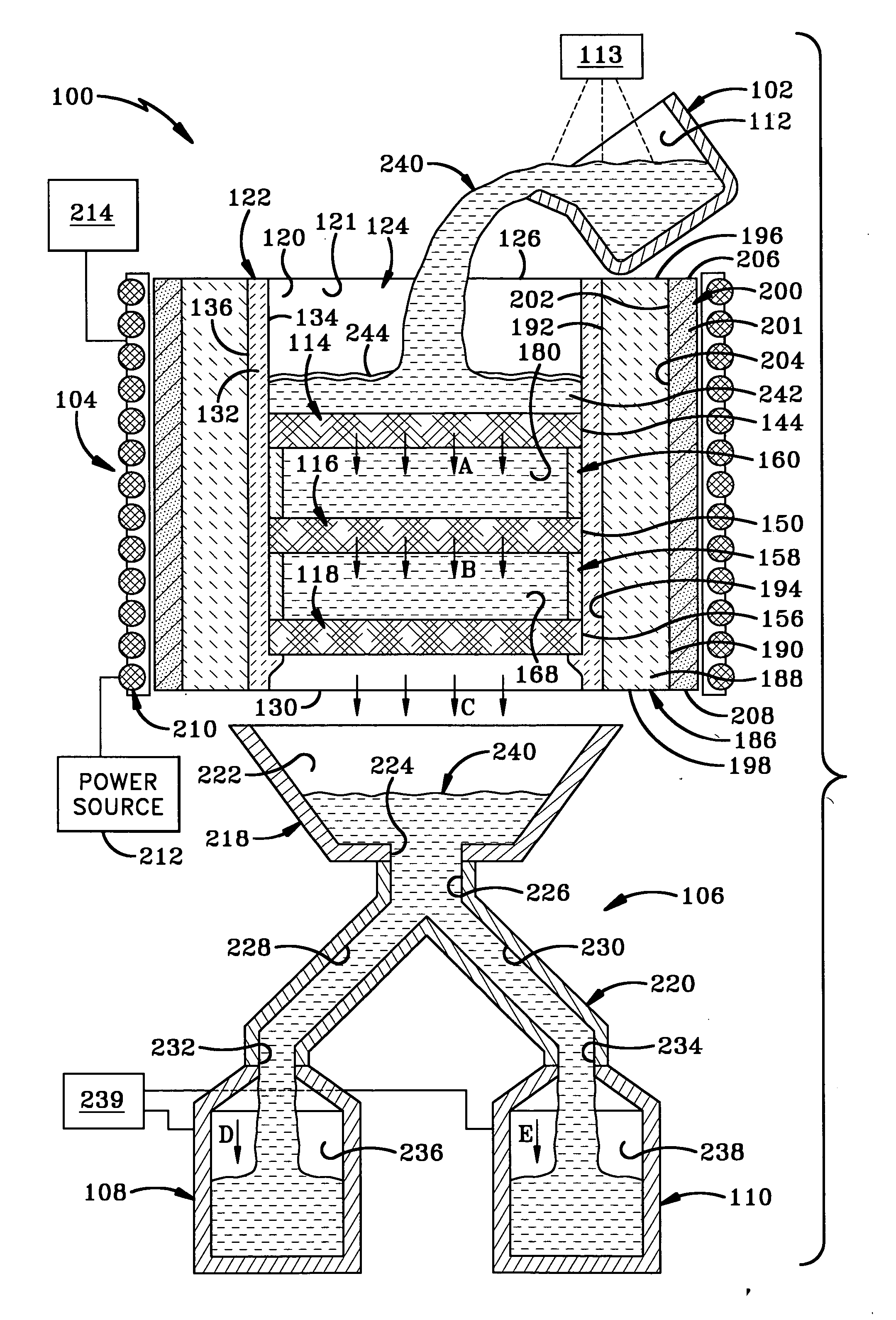
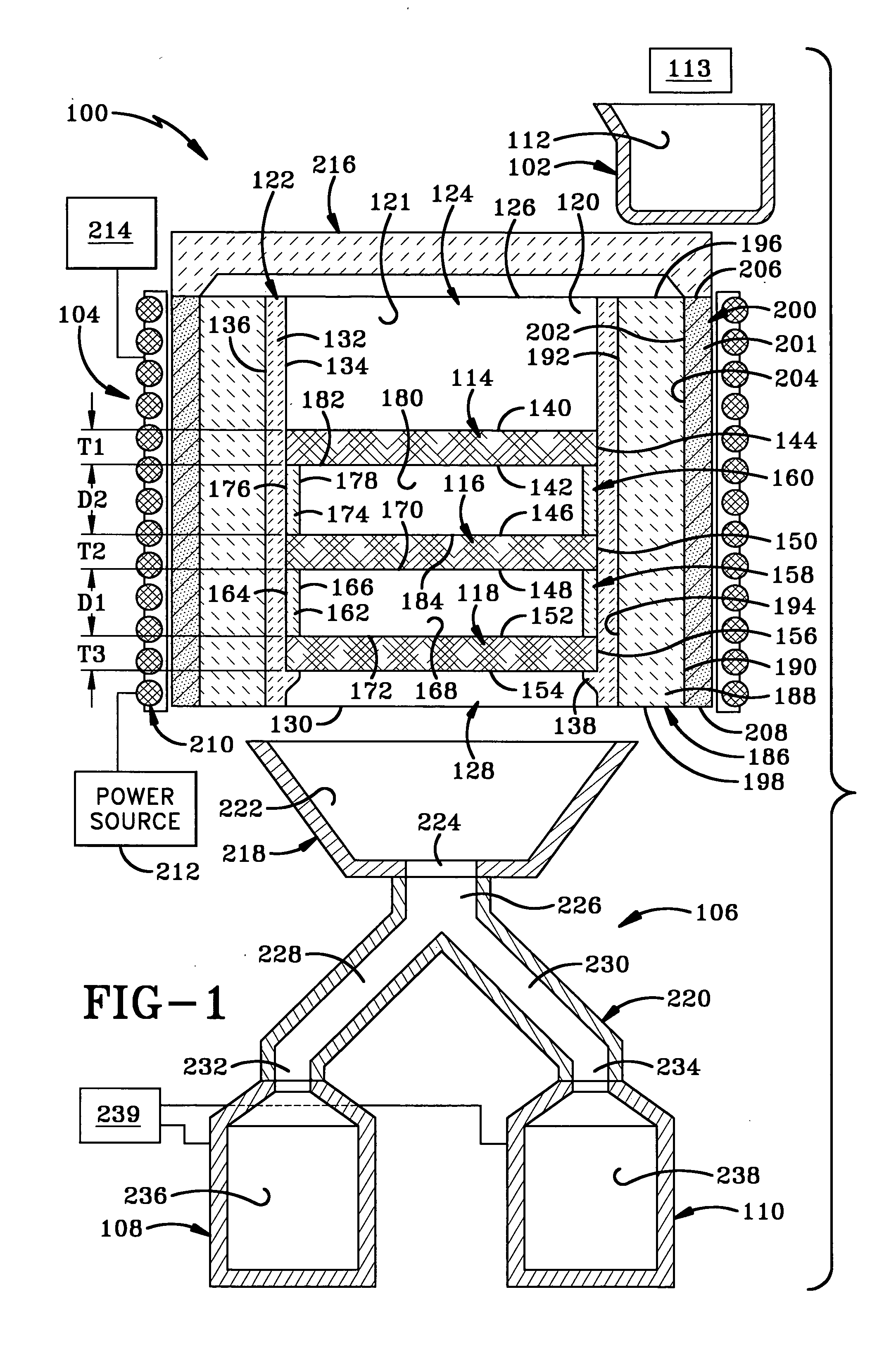
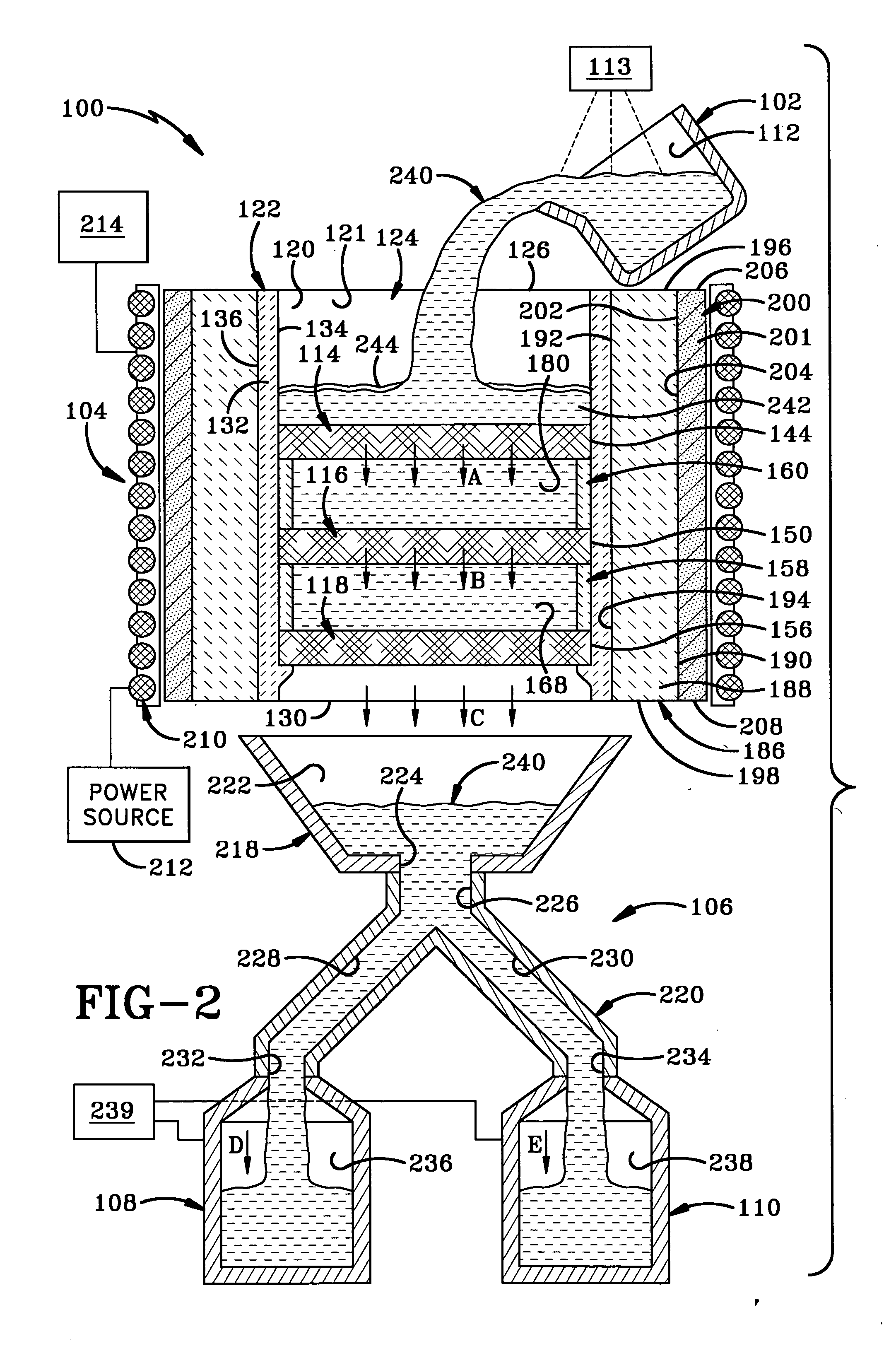
[0019] A first embodiment of the casting system of the present invention is indicated generally at 100 in FIGS. 1-2; a second embodiment is indicated generally at 300 in FIG. 3; and a third embodiment is indicated generally at 400 in FIG. 4.
[0020] Casting system 100 includes a pouring vessel 102 which is often a melting crucible, a filtration system or assembly 104 disposed below vessel 102, a transferring system or shell or assembly 106 disposed below assembly 104 and first and second containing vessels in the form of molds 108 and 110 disposed below transferring assembly 106. Typically, assembly 106 and molds 108 and 110 are a single assembly.
[0021] Pouring vessel 102 defines a cavity 112 for containing molten material. Vessel 102 is typically either a main melt furnace in which material is melted or a refining hearth which receives molten material from the main melt furnace. Pouring vessel 102 is disposed above filtration assembly 104 for pouring molten material into assembly 1...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pouring temperature | aaaaa | aaaaa |
| pouring temperature | aaaaa | aaaaa |
| pouring temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More