

Manufacturing method of car axle case
A manufacturing method and axle housing technology, applied in the direction of manufacturing tools, other manufacturing equipment/tools, etc., can solve the problems of uneven wall thickness and diameter at both ends, small internal space, and difficult shaping, and achieve low cost and variable Small thickness and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0017] (2) A truck axle housing
[0018] The axle housing is a part of a truck
[0019] The main parameters of the axle housing:
[0020] wxya
135mmX150mm
D
508mm
D1
135mm
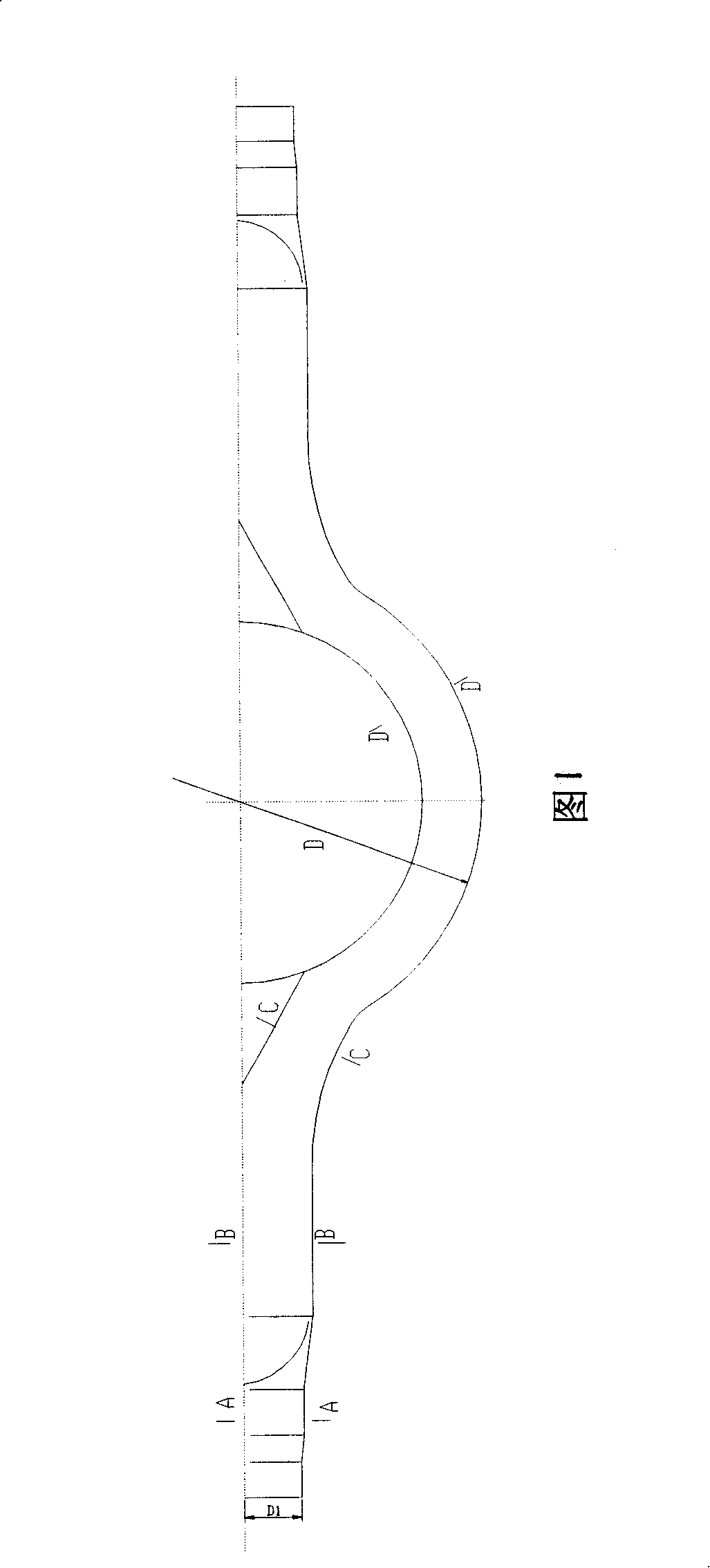
[0021] Among them, B: the thickness of the axle housing, B1: the width of the square mouth of the axle housing, D: the maximum diameter of the axle package in the middle of the axle housing, D1: the diameter of the end of the axle housing
[0022] The axle housing adopts the shrinking-local pressing-extrusion bulging process as follows: first select the tube blank with a diameter of φ170mm, that is, seamless steel tube, then reduce the diameter of both ends of the tube blank, and directly shrink two The required size of the end is 135mm; the middle of the tube blank including the leaf spring seat area is pressed to 135mmX150mm; the middle of the tube blank is extruded and bulged and the parts are shaped to reach the drawing size, the bevel is made and the tri...
Embodiment 2
[0024] The axle housing is part of another truck
[0025] The main parameters of the axle housing:
[0026] wxya
150mmX160mm
D
532mm
D1
150mm
[0027] Among them, B: the thickness of the axle housing, B1: the width of the square mouth of the axle housing, D: the maximum diameter of the axle package in the middle of the axle housing, D1: the diameter of the end of the axle housing
[0028] The axle housing adopts the shrinking-local pressing-extrusion bulging process as follows: first select the tube blank with a diameter of φ185mm, that is, seamless steel tube, then reduce the diameter of both ends of the tube blank, and directly shrink two The required size of the end is 150mm; the middle of the tube blank including the leaf spring seat area is pressed to 150mmX160mm; the middle of the tube blank is extruded and bulged, and the parts are shaped to reach the drawing size, and the bevel is opened and the triangular plate is welded ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More