

Secondary refining method of 10 to 30 tons bottom breakout ladle
A technology of ladle furnace and steel breakout, which is applied in the field of 10-30 tons of bottom leakage ladle refining outside the furnace, which can solve the problems of insufficient refining time, inability to open the ladle, and deformation of the stopper rod, so as to reduce inclusions and improve the quality of molten steel , the effect of simple installation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] The material of the present embodiment is No. 45 steel, the weight of molten metal is 10 tons, and the refining time is 30 minutes.
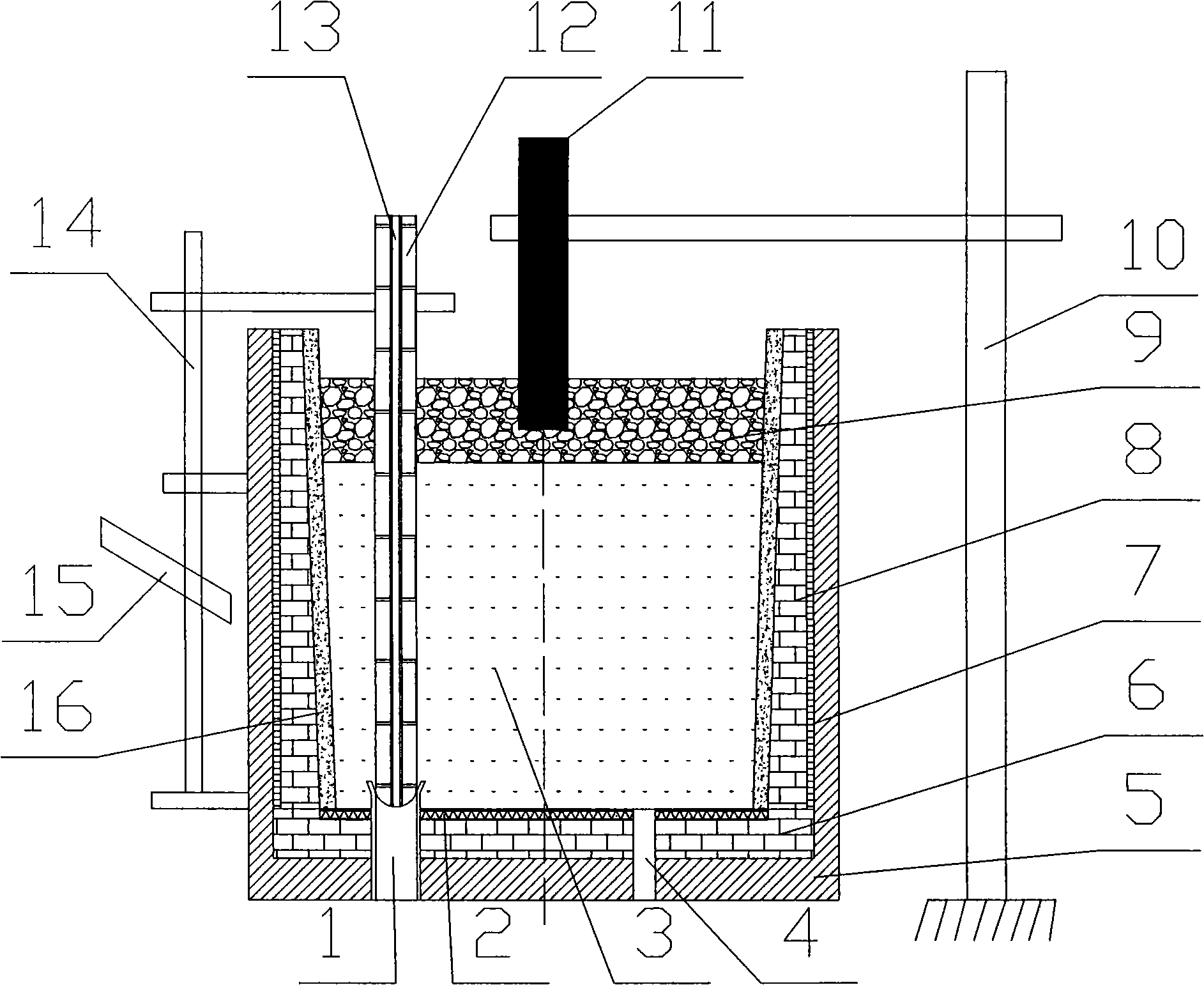
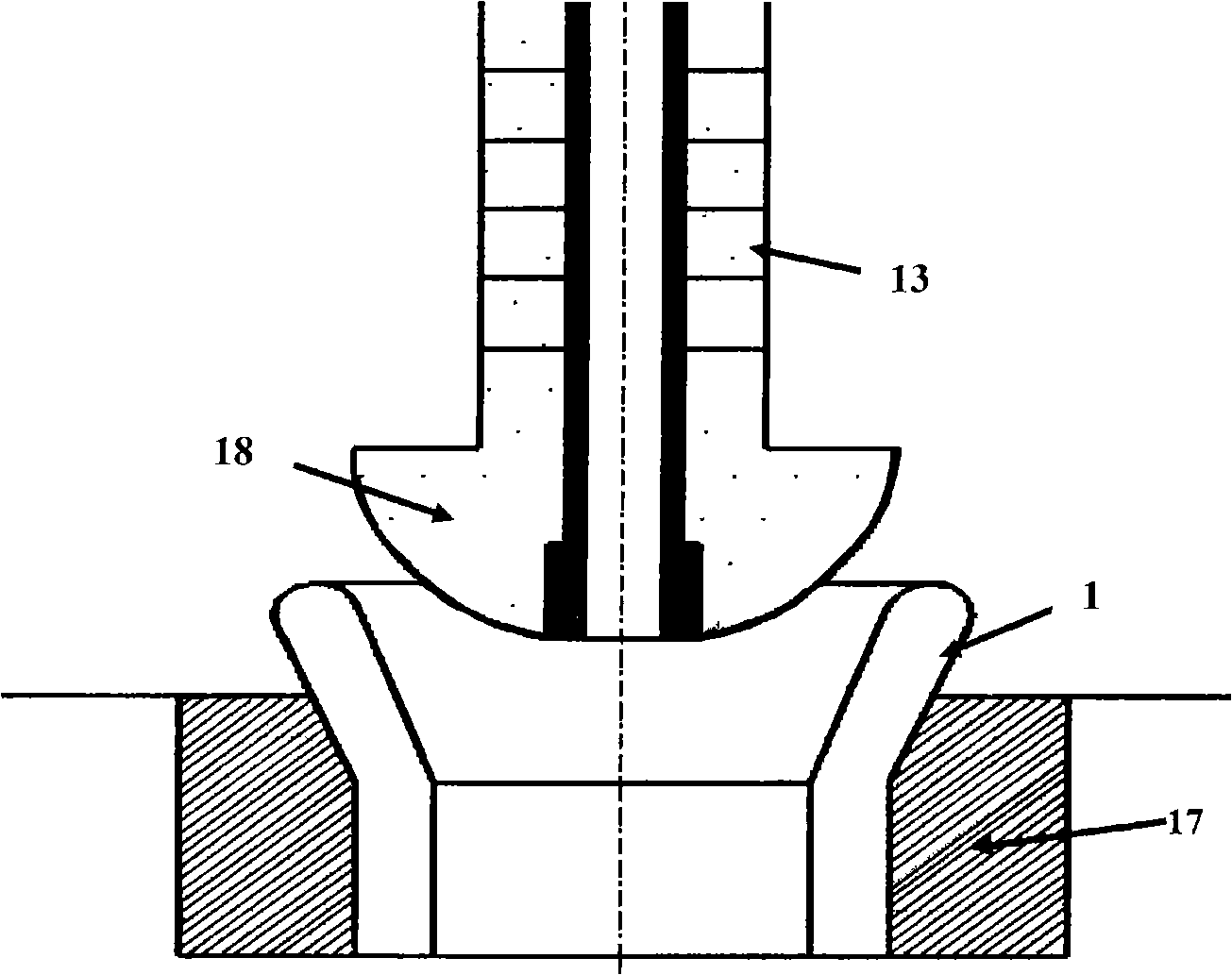
[0039] The implementation of the present invention is as follows: mainly adopt early electroslag protection technology, electroslag heating technology, long-time argon blowing refining technology, technology of preventing plug rod sticking, technology of preventing plug rod deformation, technology of avoiding entrainment, inclusion technology and furnace lining protection technology Wait. The specific process is as follows:
[0040] 1. Early electroslag protection, place electroslag with a thickness of 200mm at the bottom of the ladle before the molten steel is released from the furnace. The main component of electroslag is: CaF 2 70wt%, Al 2 o 3 30 wt%. The graphite electrode is placed in the protective electroslag on the upper part of the molten metal, at 2 / 3 of the thickness of the electroslag, the electroslag heating time is 30 ...
Embodiment 2
[0045] The material of this embodiment is high manganese steel, the weight of molten metal is 15 tons, and the refining time is 35 minutes.
[0046] The implementation of the present invention is as follows: mainly adopt early electroslag protection technology, electroslag heating technology, long-time argon blowing refining technology, technology of preventing plug rod sticking, technology of preventing plug rod deformation, technology of avoiding entrainment, inclusion technology and furnace lining protection technology Wait. The specific process is as follows:
[0047] 1. Early electroslag protection, place electroslag with a thickness of 300mm on the bottom of the ladle before the molten steel is released from the furnace. The main component of electroslag is: CaF 2 75wt%, Al 2 o 3 25 wt%. The graphite electrode is placed in the protective electroslag on the upper part of the molten metal, at 2 / 3 of the thickness of the electroslag, the electroslag heating time is 35...
Embodiment 3
[0052] The material of this embodiment is 35CrMo steel, the weight of molten metal is 25 tons, and the refining time is 40 minutes.
[0053] The implementation of the present invention is as follows: mainly adopt early electroslag protection technology, electroslag heating technology, long-time argon blowing refining technology, technology of preventing plug sticking, technology of preventing plug rod deformation, technology of avoiding gas entrainment, inclusion technology and furnace lining protection technology Wait. The specific process is as follows:
[0054] 1. Early electroslag protection, place electroslag with a thickness of 400mm at the bottom of the ladle before the molten steel is released from the furnace. The main component of electroslag is: CaF 2 80wt%, Al 2 o 3 20 wt%. The graphite electrode is placed in the protective electroslag on the upper part of the molten metal, which is 3 / 4 of the thickness of the electroslag. The electroslag heating time is 40 m...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More