

Biaxial stretching polypropylene film and preparation method thereof biaxial stretching polypropylene film and preparation method thereof
A polypropylene film, biaxial stretching technology, applied in chemical instruments and methods, flat products, other household appliances, etc., can solve the problems of adhesives and solvents that are not environmentally friendly, increase production costs, and reduce production processes and varieties. The effect of diversification and reduction of production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Example 1 (12 μm three-layer co-extrusion structure)
[0036] 1) After mixing 88% polypropylene resin HP 425 J (MFR: 3.1g / 10min), 2% antistatic masterbatch and 10% plasticizer (containing 50% petroleum resin) according to the proportion, Send it into the main extruder, the set temperature of the main extruder is 250°C;
[0037] 2) Send 100% ethylene-alpha olefin copolymer into an auxiliary extruder, and the set temperature of the extruder is 230°C;
[0038] 3) Mix 98.5% polypropylene resin HP 425 J (MFR: 3.1g / 10min) and 1.5% anti-blocking masterbatch evenly and send it into another auxiliary extruder. The set temperature of the extruder is 250°C;
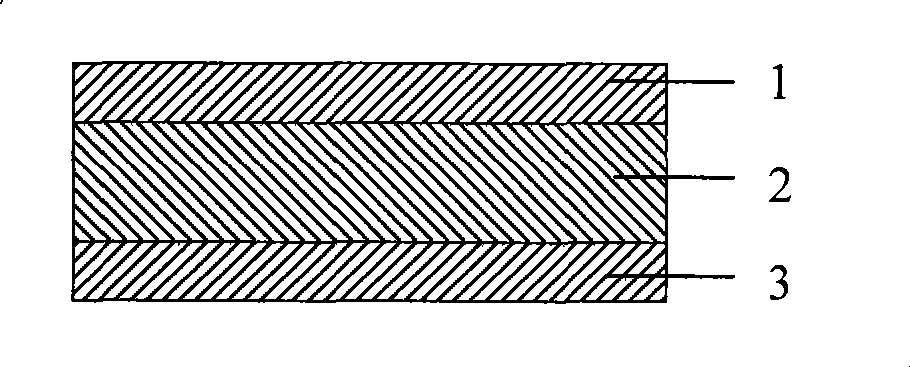
[0039] 4) After the raw materials in the three extruders are melted and plasticized, they enter the T-shaped die head of the same three-layer co-extrusion structure to form a three-layer co-extrusion of adhesive layer / polypropylene resin layer / polypropylene resin layer The melt of the structure. The set temperature of the ...
Embodiment 2
[0044] Embodiment 2 (three-layer co-extruded structure, single-sided matting)
[0045] 1) 55% polypropylene resin T 36 F (MFR: 2.9g / 10min), 5% antistatic masterbatch, 20% plasticizer (containing 50% polyethylene wax), pearlescent masterbatch 15% and After 5% of the whitening masterbatch is mixed evenly, it is sent into the main extruder, and the set temperature of the main extruder is 200°C;
[0046] 2) Feed 100% polyethylene into an auxiliary extruder, and the set temperature of the extruder is 230°C;
[0047] 3) Send 100% of the matting masterbatch into another auxiliary extruder, and the set temperature of the extruder is 220°C;
[0048] 4) After the raw materials in the three extruders are melted and plasticized, they enter the same T-shaped die to form a three-layer co-extrusion melt of the adhesive layer / polypropylene resin layer / matting layer. The design of the die Set the temperature at 240°C;
[0049] 5) After the melt extruded from the die is cooled by the cooling...
Embodiment 3
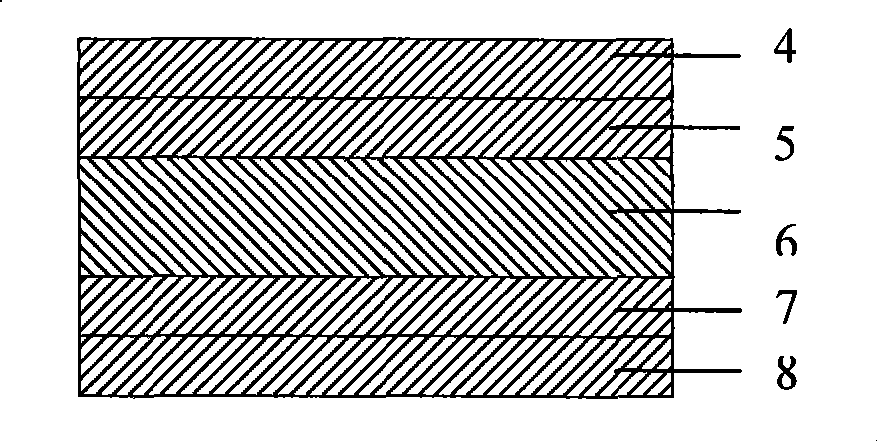
[0054] Embodiment 3 (five-layer co-extrusion structure, single-sided matting)
[0055] 1) After mixing 99.5% polypropylene resin HP 425 J (MFR: 3.1g / 10min) and 0.5% plasticizer (containing 50% petroleum resin) evenly according to the proportion, send them into the main extruder, and The set temperature of the extruder is 230°C;
[0056] 2) After mixing 88% polypropylene resin HP 425 J (MFR: 3.1g / 10min), 2% antistatic masterbatch, and 10% plasticizer (containing 50% petroleum resin) according to the proportioning ratio, respectively It is sent into two intermediate interlayer extruders, and the set temperature of the extruders is 220°C;
[0057] 3) Send 100% polyethylene-petroleum resin blend into an auxiliary extruder, and the set temperature of the extruder is 200°C;
[0058] 4) Send 100% of the matting masterbatch into another auxiliary extruder, and the set temperature of the extruder is 220°C;
[0059] 5) After the raw materials in the five extruders are melted and plas...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More