

Method for processing pressing sleeve hole of large diameter in top and bottom cross member of oil press
A processing method and hydraulic press technology, applied in the field of hole processing, can solve the problems of not processing large-diameter holes and not being able to process them, and achieve the effect of reducing tool costs and production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
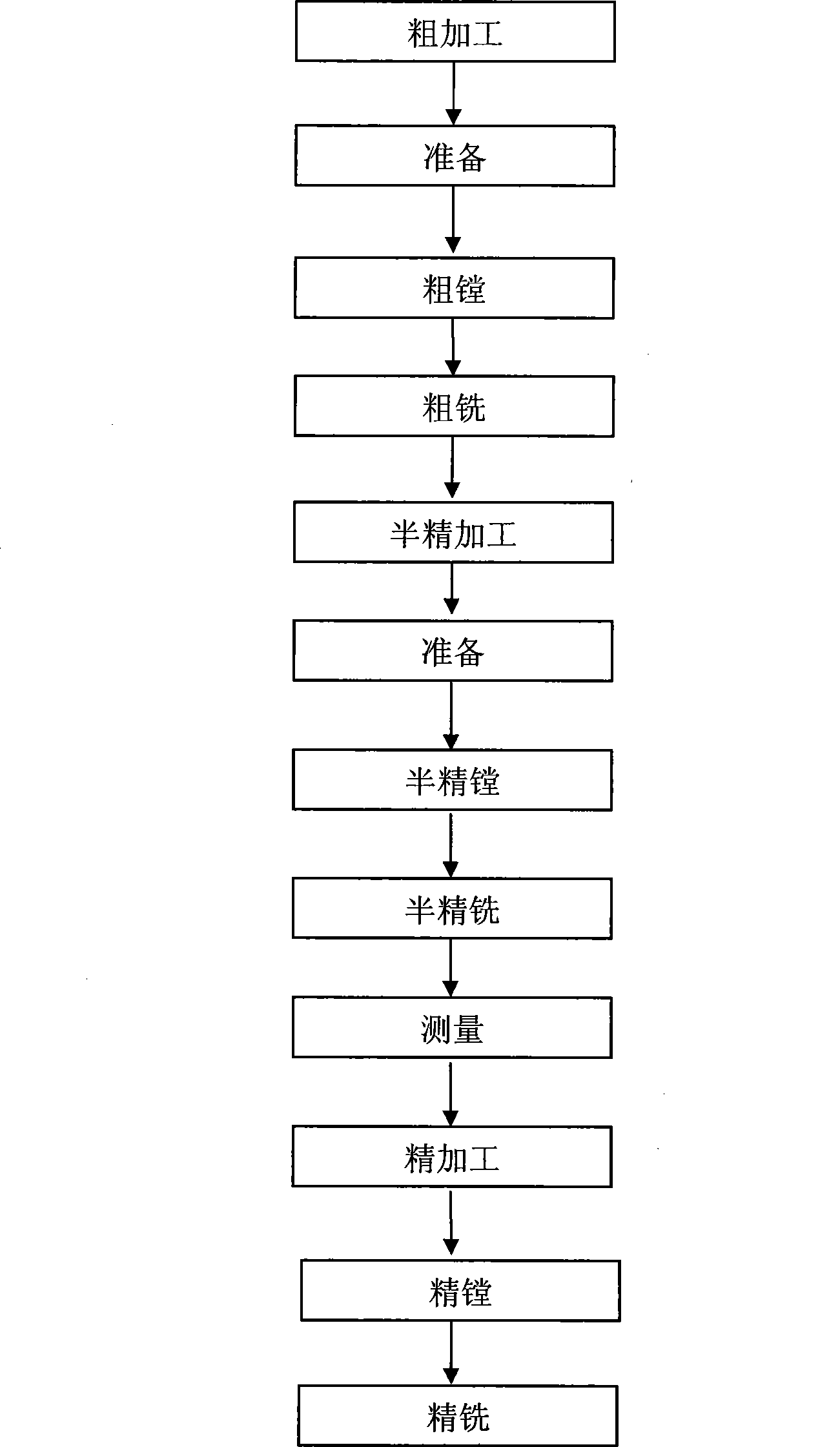
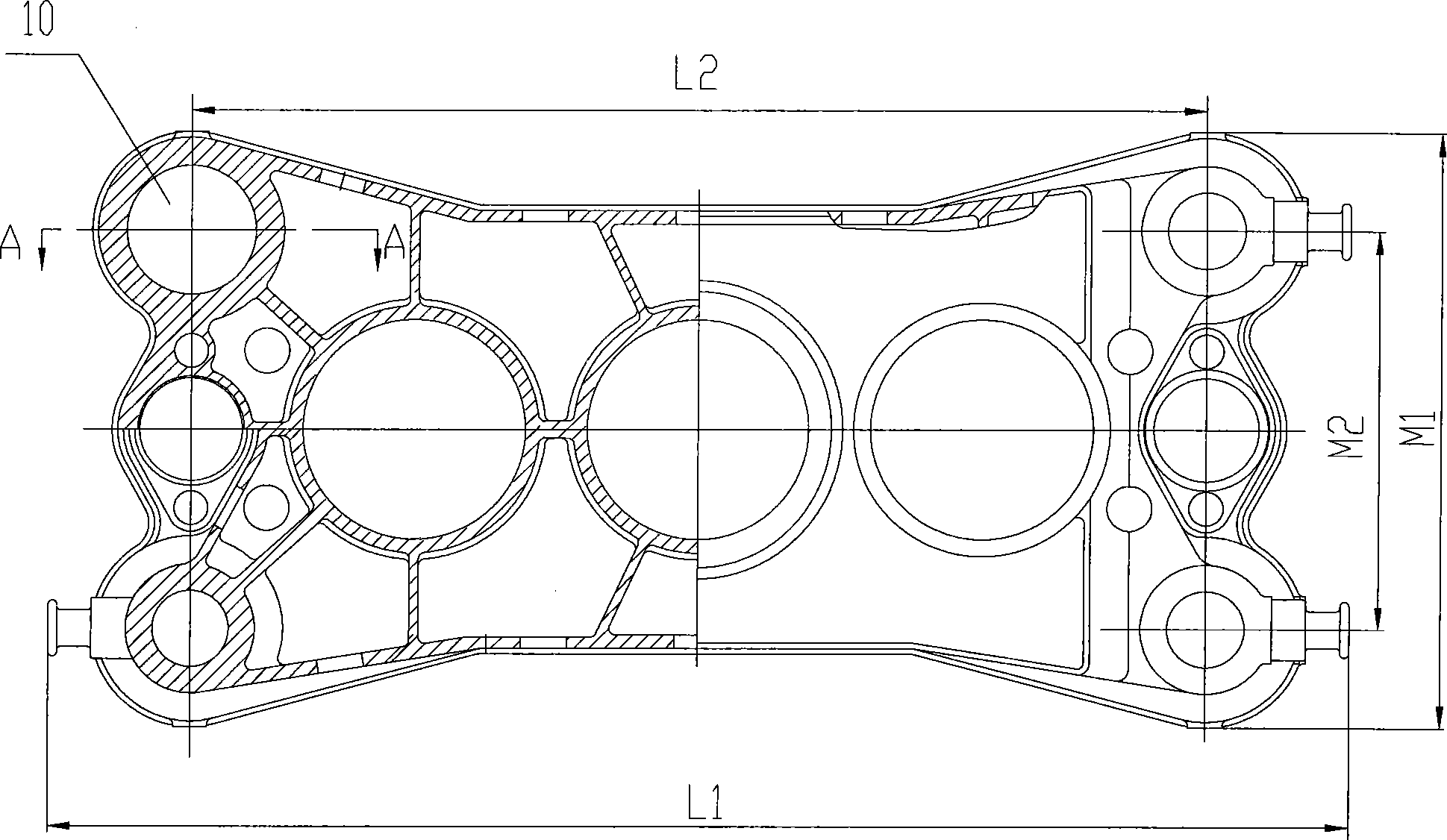
[0037] like figure 1 As shown in the figure, the processing method of the large-diameter press-fitting holes in the upper and lower beams of the hydraulic press of the present invention is used for the four design diameters of the upper and lower beams in the 165MN free forging hydraulic press. After processing, the opening size between the four pressing holes after processing is 8950±0.2mm×3550±0.15mm, and the diagonal size between the four pressing holes is the same. The processing process is divided into the following steps:
[0038] Step 1, rough machining; use the horse platoon of the soil machine tool for rough machining;
[0039] The first step, preparation: place the workpiece flat on the worktable, cushion it, cushion it hard, align it, pass through the horse row, and align it according to the round holes at both ends;
[0040] The second step is to rough boring four Φ1142F9 / Φ1150F9 holes with 10mm allowance on one side, and the bottom plane of rough milling holes w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More