

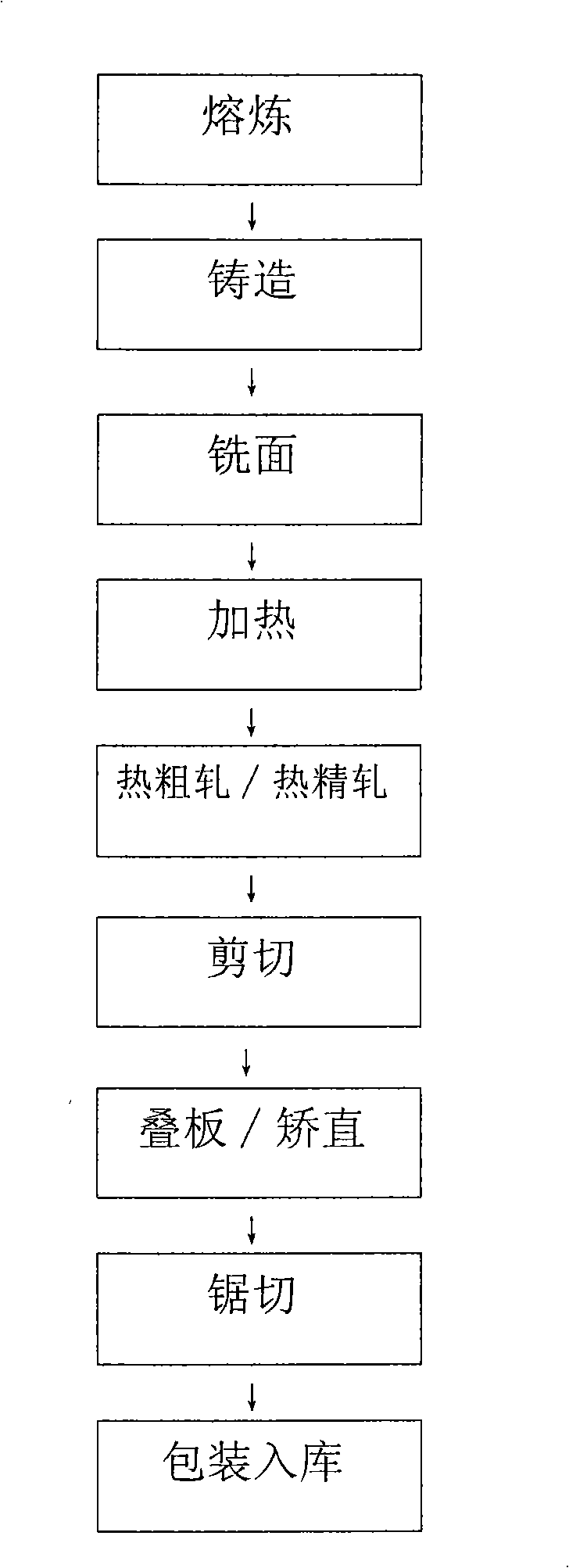
Production process of aluminum alloy hot rolling medium plate
A production process, aluminum alloy technology, applied in the direction of temperature control, etc., can solve the problems of difficult to control thickness and plate shape, easy cracking edge, long production cycle, etc., to achieve the effect of perfecting the production process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] 5083 aluminum alloy plate 20*1500*6000mm
[0030]Melting: Firstly, inspect the prepared raw materials; configure the qualified raw materials, and the composition of alloy materials is as follows: Fe≤0.35%, Si≤0.25%, Cu≤0.10%, Mn: 0.70~0.90%, Mg: 4.50~4.80% , Cr: 0.10~0.20%, Zn≤0.20%, Ti≤0.10%, the total of other impurities≤0.15%, Na≤5ppm, Ca≤5ppm, Al: the balance, put into the smelting furnace successively; Pre-analysis, composition adjustment, guide furnace, refining degassing, slag removal, temperature adjustment.
[0031] Casting: use semi-continuous casting, and check whether the ingot meets the production requirements according to the relevant inspection standards.
[0032] Face milling: the milling amount of the large face: 15~20mm, the milling amount of the small face: 10~15mm; the roughness Ra(um) after milling of the large face is required to be less than 3.2, and the roughness Ra(um) after milling of the small face is less than 6.4.
[0033] Heating: 5083 he...
Embodiment 2
[0041] 5083 aluminum alloy hot rolled plate 8*1500*6000.
[0042] Melting: Firstly, inspect the prepared raw materials; configure the qualified raw materials, and the composition of alloy materials is as follows: Fe≤0.35%, Si≤0.25%, Cu≤0.10%, Mn: 0.70~0.90%, Mg: 4.50~4.80% , Cr: 0.10~0.20%, Zn≤0.20%, Ti≤0.10%, the total of other impurities≤0.15%, Na≤5ppm, Ca≤5ppm, Al: the balance, put into the smelting furnace successively; Pre-analysis, composition adjustment, guide furnace, refining degassing, slag removal, temperature adjustment.
[0043] Casting: use semi-continuous casting, and check whether the ingot meets the production requirements according to the relevant inspection standards.
[0044] Face milling: the milling amount of the large face: 15~20mm, the milling amount of the small face: 10~15mm; the roughness Ra(um) after milling of the large face is required to be less than 3.2, and the roughness Ra(um) after milling of the small face is less than 6.4.
[0045] Heatin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More