Method for rolling AZ31 magnesium alloy through asynchronous longitudinal and transverse crossing
A technology of crisscross and magnesium alloy, applied in the field of asynchronous crisscross rolling of AZ31 magnesium alloy, can solve the problems of poor performance, insufficient strength and elongation of AZ31 alloy, improve mechanical properties, optimize microstructure, and refine grains Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] Embodiment 1: comparative example
[0022] The alloy is rolled by a two-roll asynchronous rolling mill, wherein: the roll temperature is set to room temperature, the rolling temperature is set to 400°C, the speed ratio of the upper and lower rolls is set to 1.0, and the number of passes is set to 4;
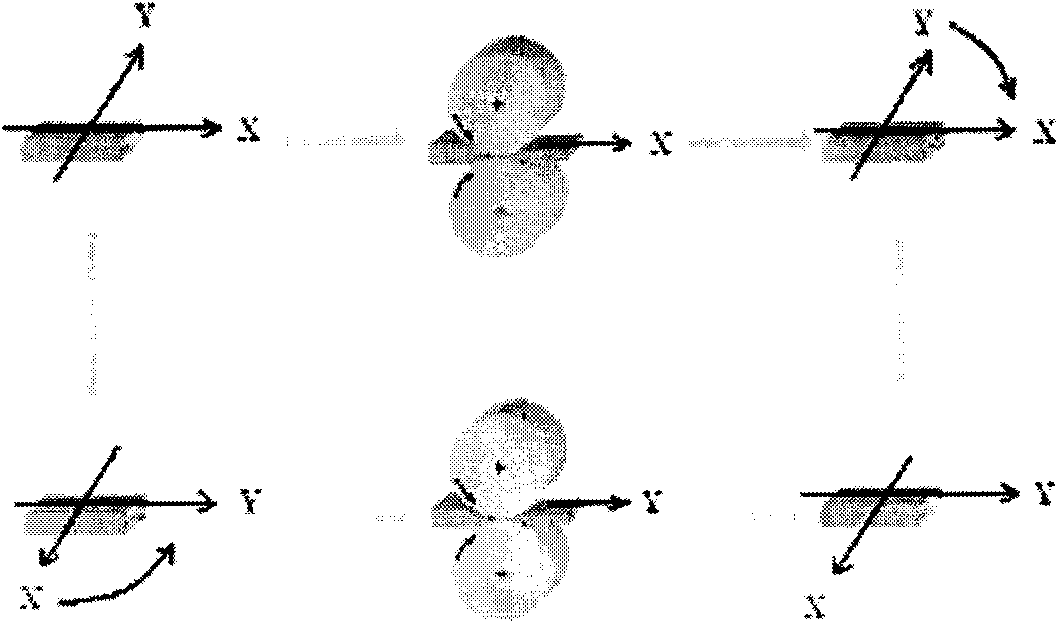
[0023] Mark the direction of the first rolling schedule on the alloy to be rolled as X in turn, and rotate 90°, 180° and 270° counterclockwise with the X direction to be the Y direction, -X direction and -Y direction respectively, and then carry out first rolling;
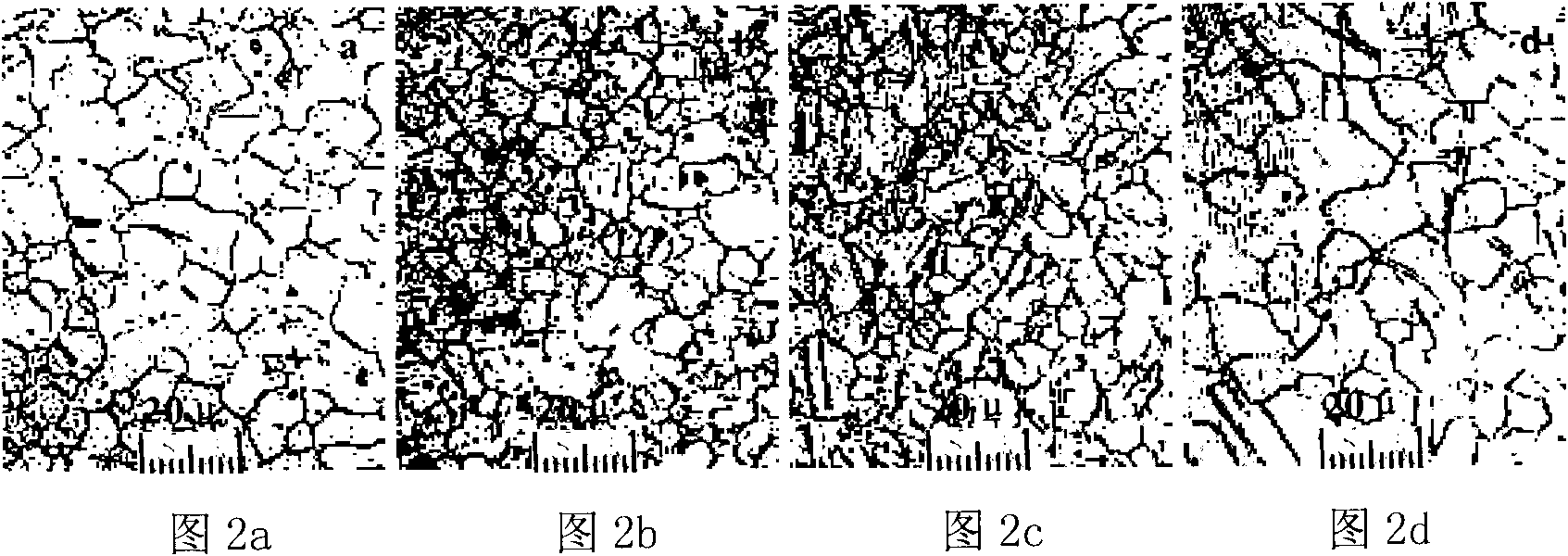
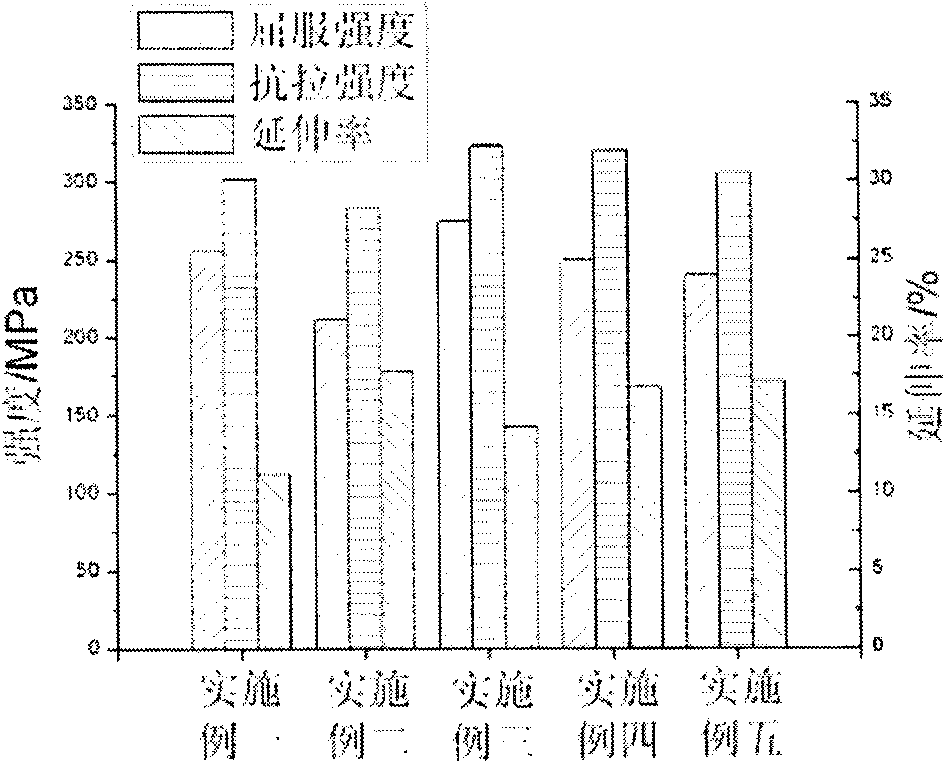
[0024] The given magnesium alloy material is a conventional extruded AZ31 alloy, the average grain size of the crystal obtained after rolling is 10μm, and the mechanical properties are: elongation 11.13%, yield strength 255.05MPa, and tensile strength 301.64MPa.
Embodiment 2
[0026] The first step is to use a two-roll asynchronous rolling mill to roll the alloy, wherein: the roll temperature is set to room temperature, the rolling temperature is set to 400°C, the speed ratio of the upper and lower rolls is set to 1.0, and the number of passes is set to 4;
[0027] Mark the direction of the first rolling schedule on the alloy to be rolled as X in turn, and rotate 90°, 180° and 270° counterclockwise with the X direction to be the Y direction, -X direction and -Y direction respectively, and then carry out first rolling;
[0028] In the second step, the rolling direction of the alloy after the first rolling is set to be rolled 3 times in the Y direction, the X direction and the Y direction successively, wherein: the roll temperature is set to room temperature, and the rolling temperature is set to 400°C, the speed ratio of the upper and lower rolls is set to 1.0, the number of passes is set to 4, and the rolling process is completed.
[0029] The give...
Embodiment 3
[0031] The first step is to use a two-roll asynchronous rolling mill to roll the alloy, wherein: the roll temperature is set to room temperature, the rolling temperature is set to 400°C, the speed ratio of the upper and lower rolls is set to 1.0, and the number of passes is set to 4;
[0032] Mark the direction of the first rolling schedule on the alloy to be rolled as X in turn, and rotate 90°, 180° and 270° counterclockwise with the X direction to be the Y direction, -X direction and -Y direction respectively, and then carry out first rolling;
[0033] In the second step, the rolling direction of the alloy after the first rolling is set to be rolled 3 times in the Y direction, the X direction and the Y direction successively, wherein: the roll temperature is set to room temperature, and the rolling temperature is set to 400°C, the speed ratio of the upper and lower rolls is set to 1.4, the number of passes is set to 4, and the rolling process is completed.
[0034] The give...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com