

80ksi-steel-grade hydrogen sulfide stress corrosion resistant petroleum casing pipe and manufacturing method thereof
An 80ksi, anti-hydrogen sulfide technology, applied in the direction of manufacturing tools, heat treatment equipment, furnaces, etc., can solve the problem that the anti-hydrogen sulfide stress corrosion performance of the weld area is difficult to guarantee, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
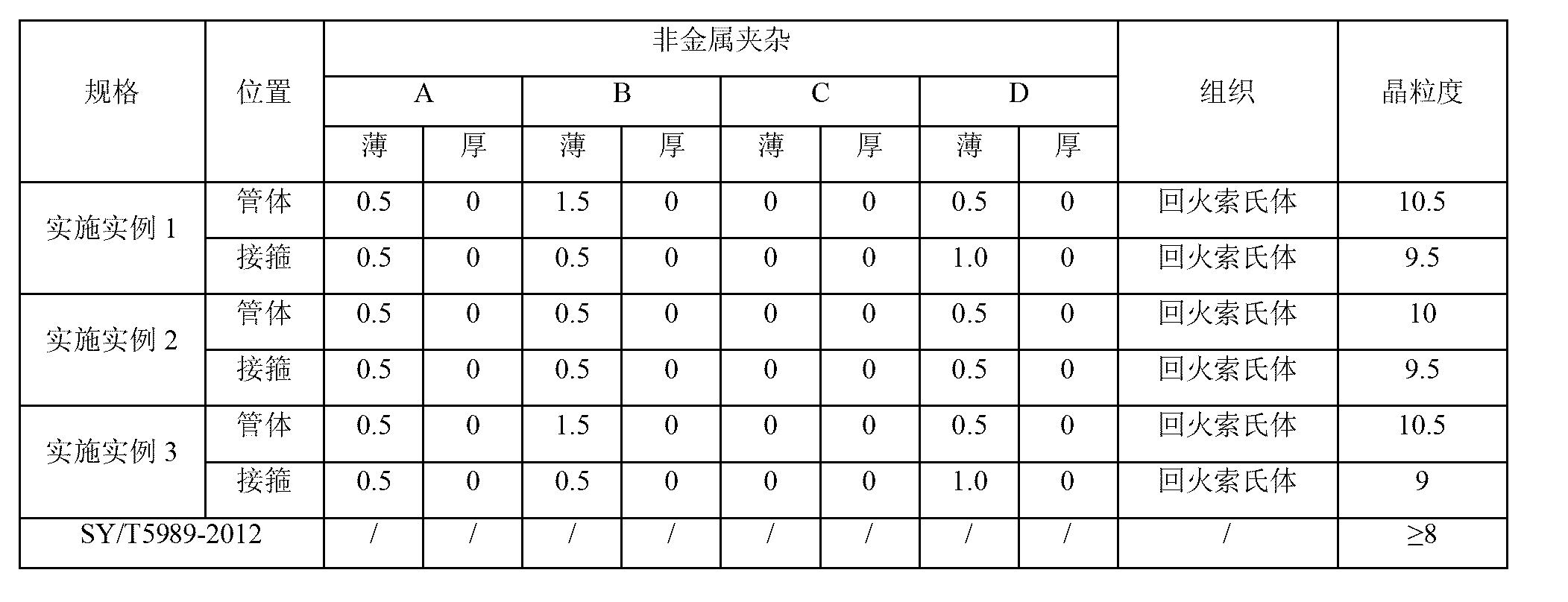
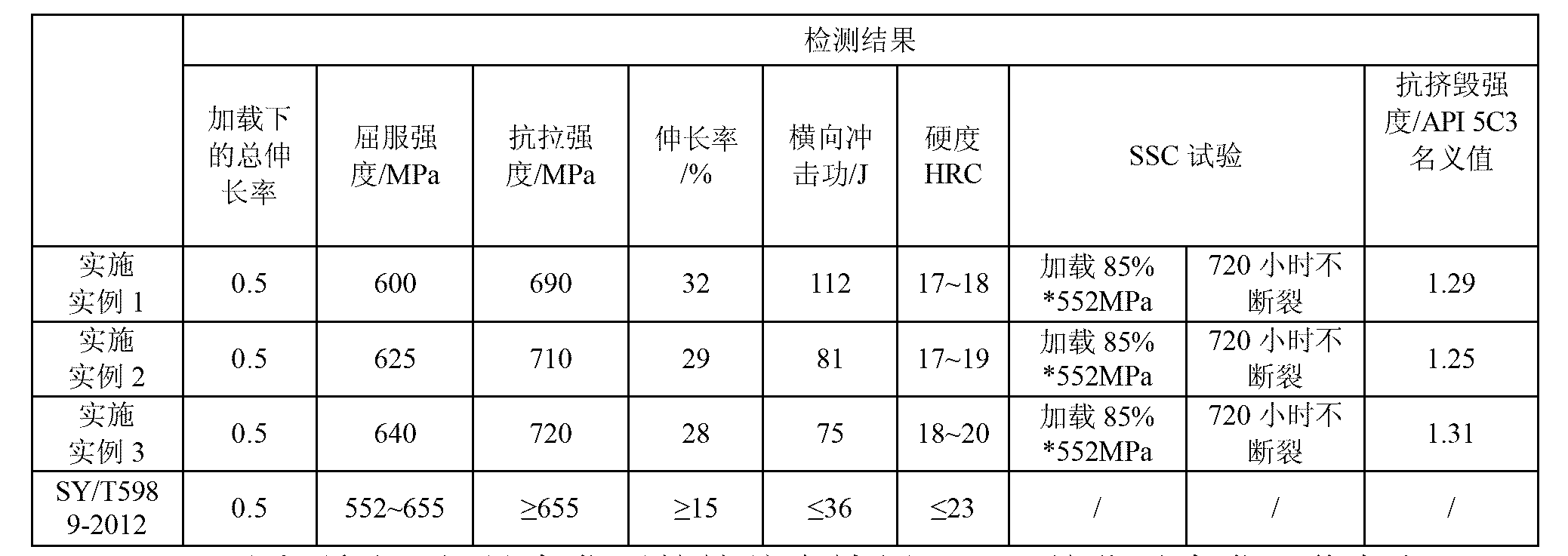
Embodiment 1
[0055] The required specifications and components (wt%) are: C0.16, Si0.25, Mn0.7, P0.011, S0. 001, Cr0.5, Mo0.70, Nb0.03, V0.04; Ce0.0189; Ca0.002 coils for oil casing. The hot-rolled coil is welded into a Φ193.7×7.34mm straight coil through strip slitting, edge milling, FFX forming and HFW welding, adjusting the forming process and controlling the welding parameters (welding power 490KW, welding speed 15m / min). Seam welded pipe, followed by weld normalizing and weld treatment.
[0056] Using the medium frequency induction rapid heating method, reheat the HFW welded pipe with a specification of Φ193.7×7.34mm to 950°C at a heating rate of 40°C / s, and then enter the 12-roller unit at a speed of 1.0m / s for hot rolling and reduction. diameter, to obtain a tube blank with a specification of Φ139.7×7.72mm. Heat and hold the tube blank at 880°C for 45 minutes, then water quench, the quenching cooling rate is ≥50°C / s, and then temper at 680°C for 60 minutes. The bushing is kept wa...
Embodiment 2
[0058] The required specifications and components (wt%) are: C0.20, Si0.15, Mn0.3, P0.008, S0. 001, Cr0.4, Mo0.3, Nb0.05, V0.05, Ce0.0056, Ca0.002 coils for oil casing. The hot-rolled coil is welded into a Φ193.7×8.94mm straight coil through strip slitting, edge milling, FFX forming and HFW welding, adjusting the forming process and controlling the welding parameters (welding power 490KW, welding speed 12m / min). Seam welded pipe, followed by weld normalizing and weld treatment.
[0059] Using the medium frequency induction rapid heating method, the HFW welded pipe with a specification of Φ193.7×8.94mm is heated to 980°C at a heating rate of 40°C / s, and then enters a 12-roller unit at a speed of 0.8m / s for hot rolling reduction. diameter, to obtain a tube blank with a specification of Φ139.7×9.17mm. Heat and hold the tube blank at 920°C for 35 minutes, then water quench, quenching cooling rate ≥ 50°C / s, and then temper at 720°C for 55 minutes. After tempering, it is sent to ...
Embodiment 3
[0061] The required specifications and components (wt%) are: C0.18, Si0.20, Mn0.5, P0.008, S0. 001, Cr0.80, Mo0.5, Nb0.05, V0.03, Ce0.0120, Ca0.002 coils for oil casing. The hot-rolled coil is welded into a Φ193.7×10.05mm straight coil through strip slitting, edge milling, FFX forming and HFW welding, adjusting the forming process, and controlling the welding parameters (welding power 490KW, welding speed 10m / min). Seam welded pipe, followed by weld normalizing and weld treatment.
[0062] Using the medium frequency induction rapid heating method, reheat the HFW welded pipe with a specification of Φ193.7×10.05mm to 1050°C at a heating rate of 40°C / s, and then enter the 12-roller unit at a speed of 1m / s for hot rolling and reducing , to obtain a tube blank with a specification of Φ139.7×10.54mm. The above-mentioned tube blank is heated and kept at 950°C for 30 minutes, then water quenched, the quenching cooling rate is ≥50°C / s, and then tempered at 750°C for 50 minutes. Afte...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More