

Method for realizing swing welding with laser-GMA electric arc hybrid welding device
A kind of -GMA, composite welding technology, applied in the direction of laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems such as side wall and interlayer non-fusion, so as to reduce the cooling rate, improve the utilization rate, and ensure the quality of the weld seam and the effect of welding stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
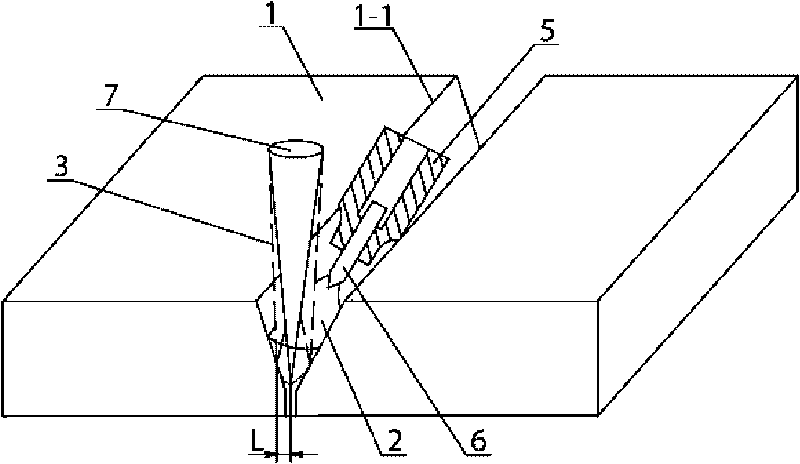
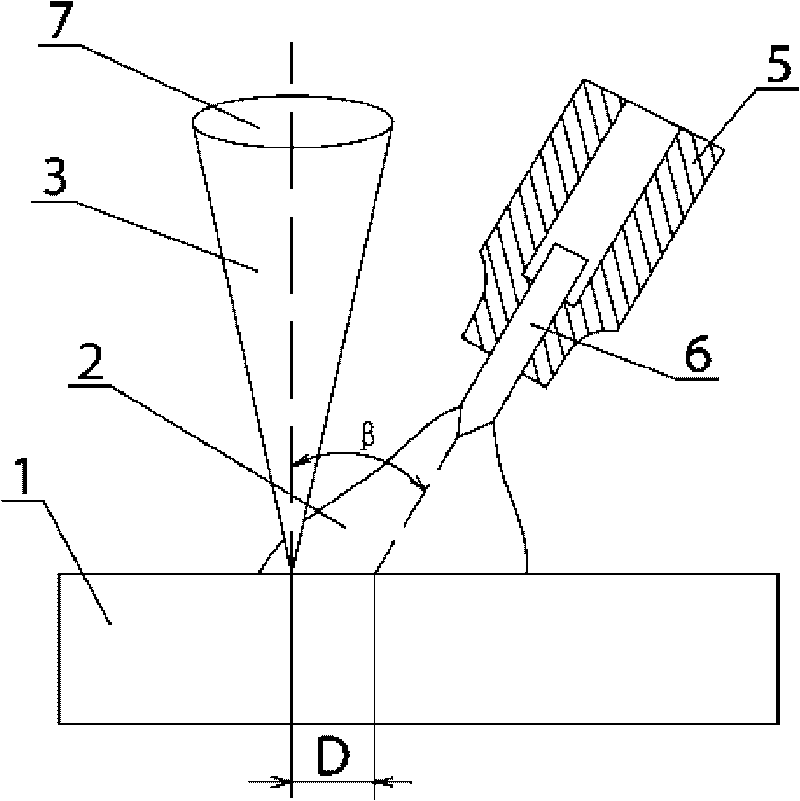
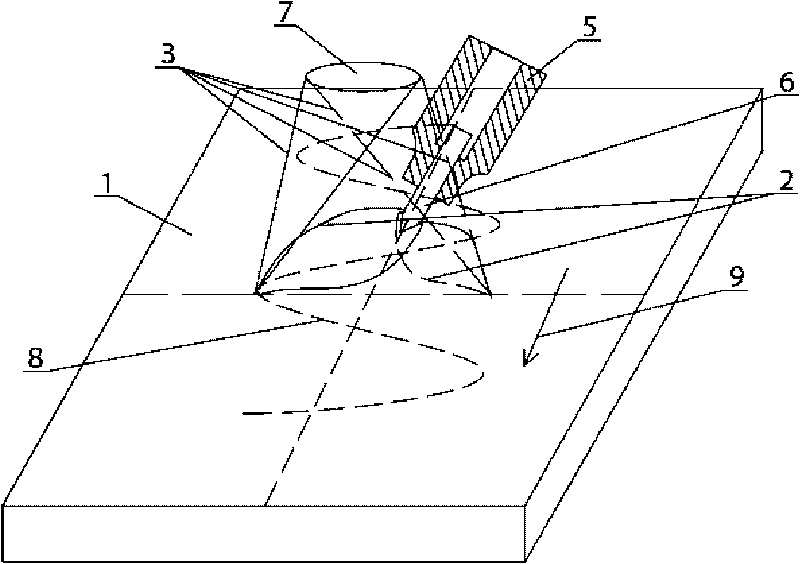
[0007] Specific implementation mode one: combine Figure 1 ~ Figure 3 Describe this embodiment, this embodiment is realized through the following steps: Step 1: beveling: bevelling 1-1 at the welding position of the workpiece 1 to be welded; Step 2: clamping the workpiece 1 to be welded: placing the welder Part 1 is fixed on the fixture; Step 3: Determine the position of the arc 2 and the laser beam 3: adjust the position of the laser-GMA arc hybrid welding device so that the laser beam 3 is perpendicular to the surface of the workpiece 1 to be welded, and the arc 2 and the laser beam The angle β between 3 is 15-60°, the distance D between the laser beam 3 and the tip of the GMA arc welding wire 6 is 2-6mm; step 4: set the welding process parameters: the laser power is 800-5000W, the welding current The gas flow rate of the GMA arc welding torch is 10-30L / min, the dry elongation of the GMA arc welding wire 6 is 15-20mm, the diameter of the GMA arc welding wire 6 is 1.0-1.6mm, ...
specific Embodiment approach 2
[0008] Specific implementation mode two: combination figure 1 To describe this embodiment, the shape of the groove in Step 1 of this embodiment is U-shape or Y-shape. On the one hand, this design is beneficial to the absorption of laser energy during the hybrid welding process; on the other hand, it is beneficial to avoid the occurrence of sidewall incomplete fusion defects. Other steps are the same as in the first embodiment.
specific Embodiment approach 3
[0009] Specific implementation mode three: combination figure 1 To describe this embodiment, the angle β between the arc 2 and the laser beam 3 in Step 3 of this embodiment is 45°. When the included angle β between the arc 2 and the laser beam 3 is 45°, it is the best angle for the laser beam to be oscillatingly welded on the workpiece 1 to be welded. Other steps are the same as in the first embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More