

Welding wire sending and pulverized solder sending laser cladding forming method and device
A technology of laser cladding and wire feeding, which is applied in the directions of jetting device, laser welding equipment, liquid jetting device, etc., can solve the problems of the influence of scanning direction, the unreasonable feeding trajectory of powder and wire, and the quality of molten layer, etc. The effect of improving physical thermal coupling effect, ensuring optical powder air coupling, and improving optical powder coupling accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
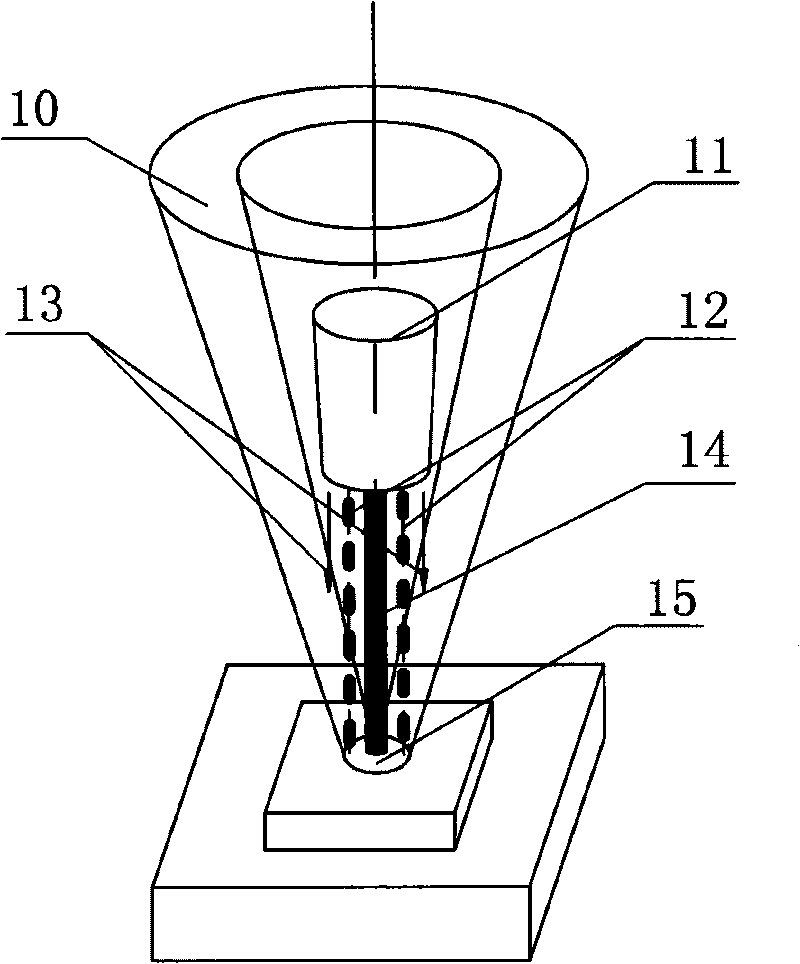
[0028] Embodiment one: see figure 2 As shown, a wire-feeding and powder-feeding composite laser cladding forming method uses a conical mirror to convert the solid laser beam emitted by the laser into a ring beam through optical path conversion, and then uses a ring focus lens to focus into a ring-shaped beam. A cone-shaped hollow light-free area is formed in the shaped beam. The compound nozzle for powder feeding, wire feeding and protective gas is placed in the light-free area and is coaxial with the ring-shaped beam. The wire feeding hole is centered, and the parallel powder feeding holes surround the wire feeding Holes, collimation and protection air holes parallel to surround the powder feeding hole, the wire material is sent into the melting pool through the wire feeding hole and the beam coaxially perpendicular to the processing surface, the airborne powder is synchronously sent into the melting pool through the powder feeding hole, and the collimation protection gas sur...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More