

Method and device for preparing working layer of metallurgical hot roll by laser direct deposition
A working layer and hot roll technology, which is applied in the application field of laser technology to achieve the effect of reducing unit cost, reducing scattering and saving materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0040] Example 1: High-speed steel-like powder
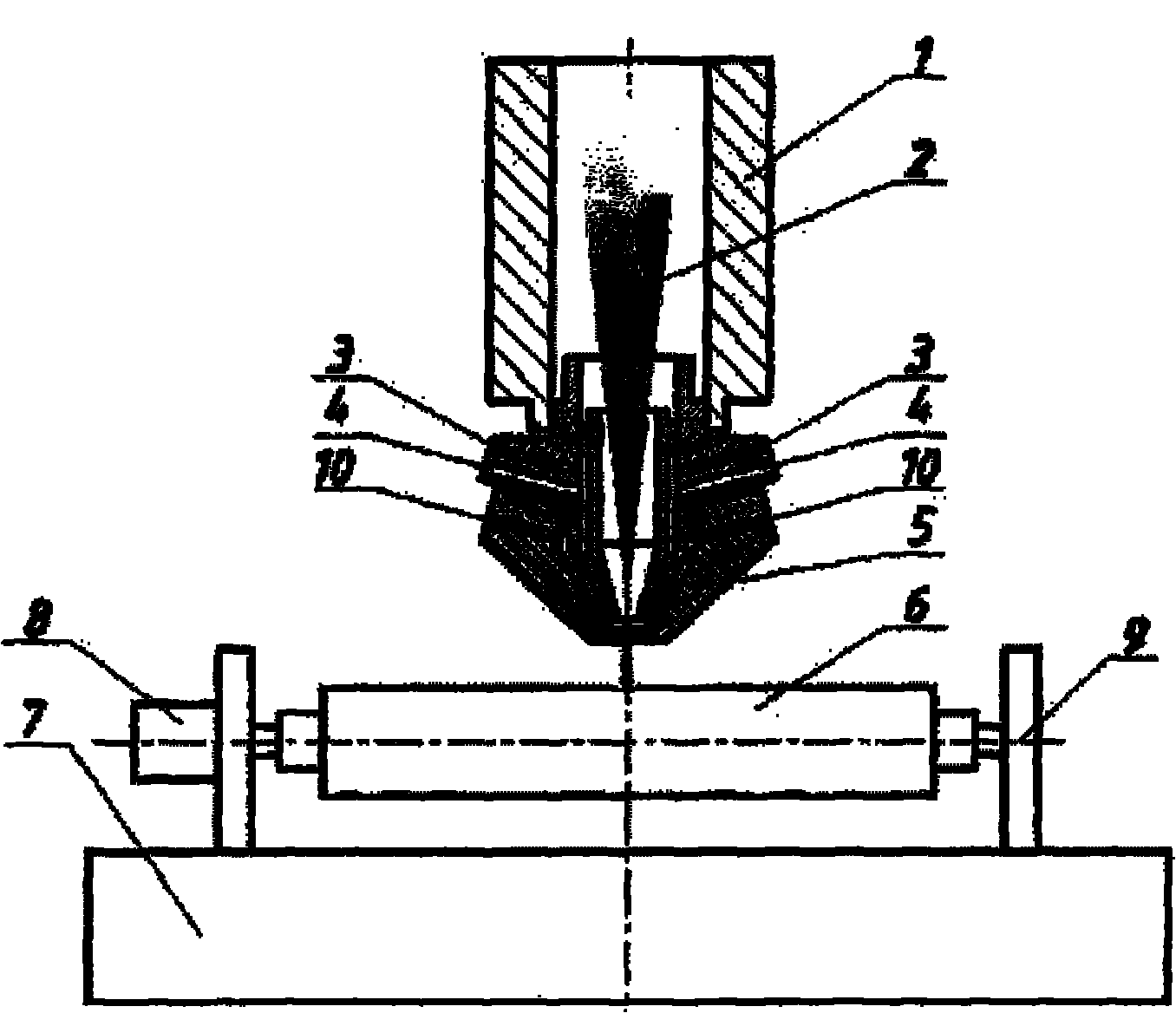
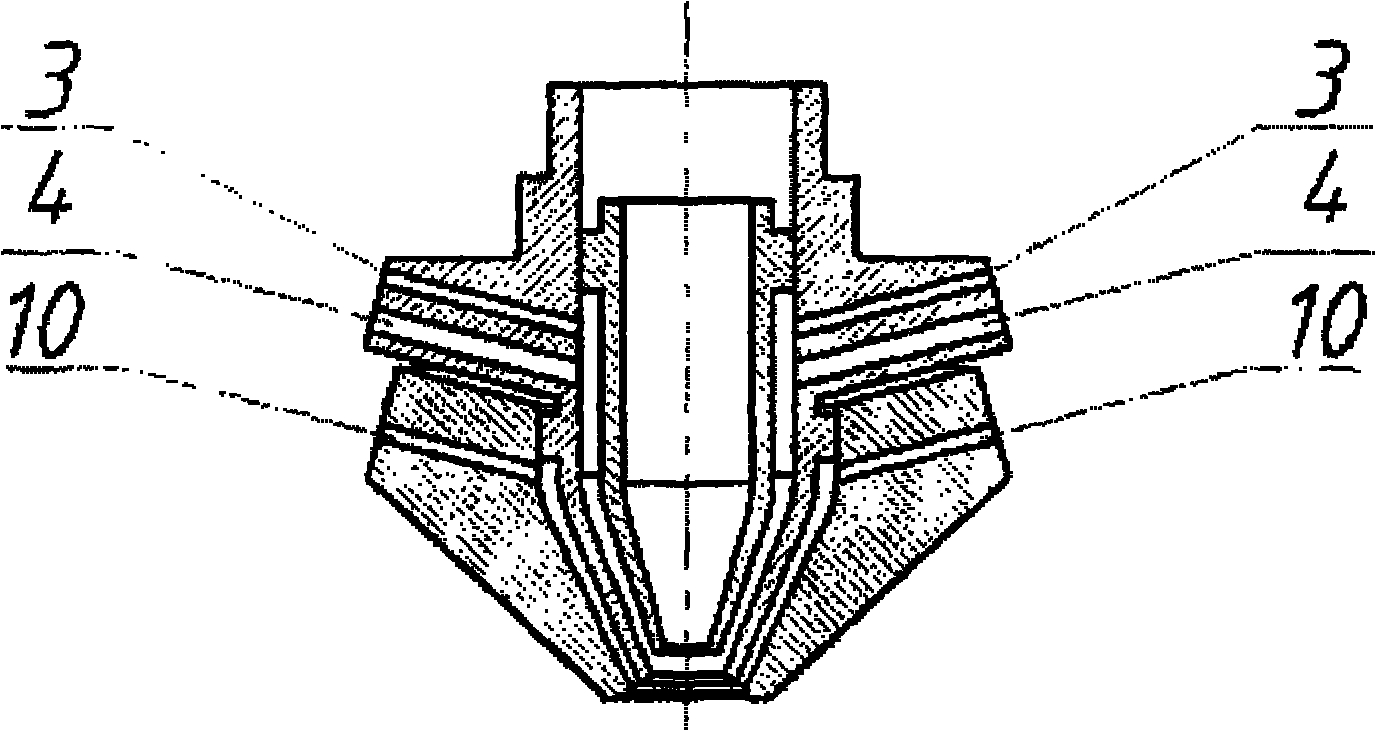
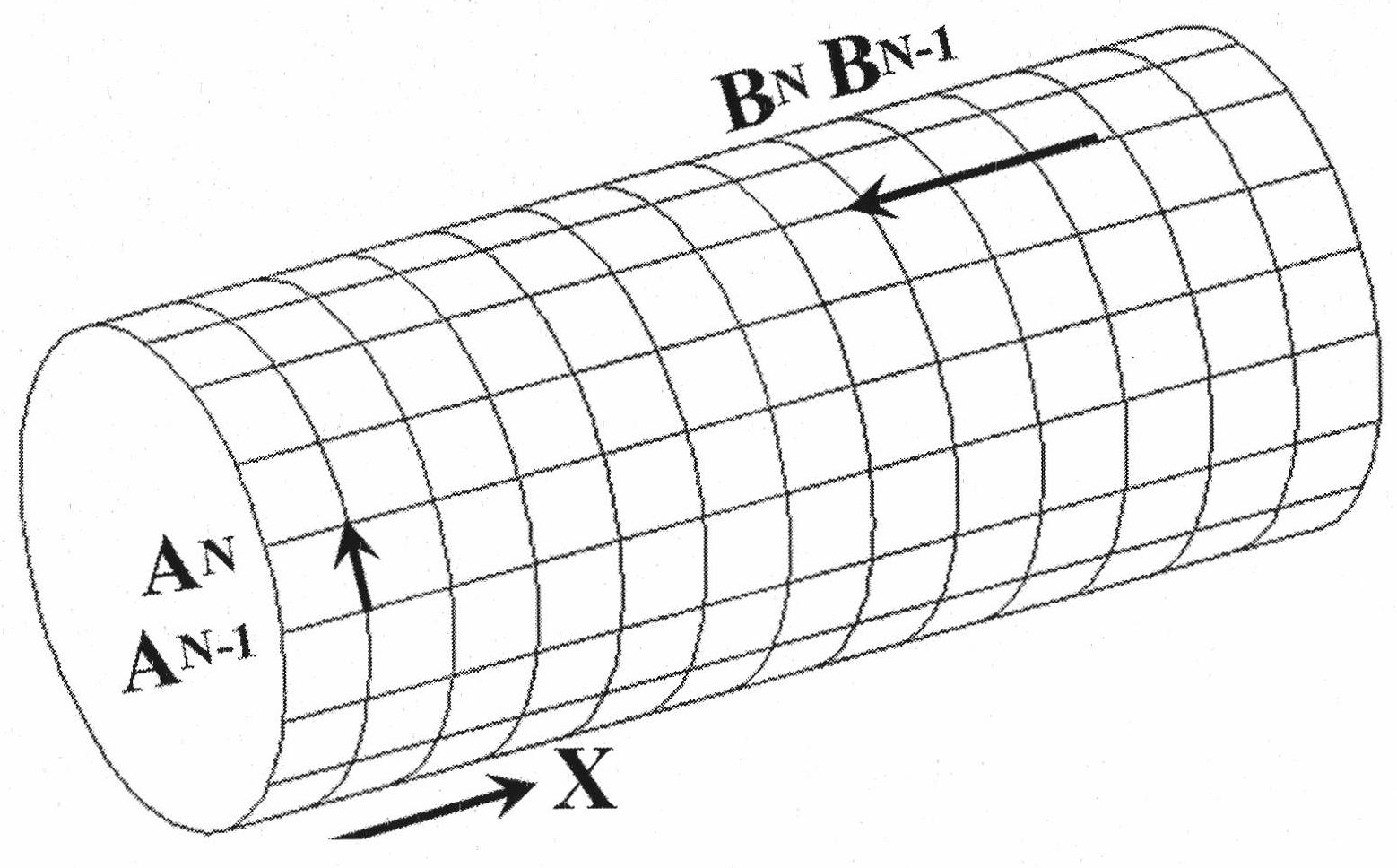
[0041] Use gasoline, alcohol, etc. to remove oil and decontamination solvents to remove oil and rust on the surface of the roller core, and then use sandpaper to polish the surface of the roller core to further remove dirt and facilitate the deposition of the deposition layer; then put the mechanically mixed powder to be deposited into the powder feeding system, adjust the shielding gas, powder feeding gas flow rate and powder flow control system to obtain the required powder flow; open the CO 2 Laser for powder deposition on the surface of the roll core. like image 3 As shown, first deposit along the axial direction of the roll (X direction), and then pass A N and previous pass A N-1 Carry out overlapping, after depositing the entire roll side, start depositing along the roll circumference direction at the end point, the subsequent pass B N with previous pass B N-1 Carry out the overlap of the same overlap rate in the sam...
Embodiment 2
[0043] Example 2: Co-based alloy composite powder
[0044] Use gasoline, alcohol, etc. to remove oil and decontamination solvents to remove oil and rust on the surface of the roller core, and then use sandpaper to polish the surface of the roller core to further remove dirt and facilitate the deposition of the deposition layer; then put the mechanically mixed powder to be deposited into the powder feeding system, adjust the shielding gas, powder feeding gas flow rate and powder flow control system to obtain the required powder flow; open the CO 2 Laser for powder deposition on the surface of the roll core. like image 3 As shown, first deposit along the axial direction of the roll (X direction), and then pass A N and previous pass A N-1 Carry out overlapping, after depositing the entire roll side, start depositing along the roll circumference direction at the end point, the subsequent pass B N with previous pass B N-1 Carry out the overlap of the same overlap rate in the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More