

Production method of high magnetic induction oriented silicon steel
A technology of high magnetic induction orientation and production method, which is applied in the direction of coating, metal material coating process, solid-state diffusion coating, etc., can solve problems such as difficulty in nitriding, achieve fine and uniform initial grain size, reduce FeO content, improve The effect of processability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
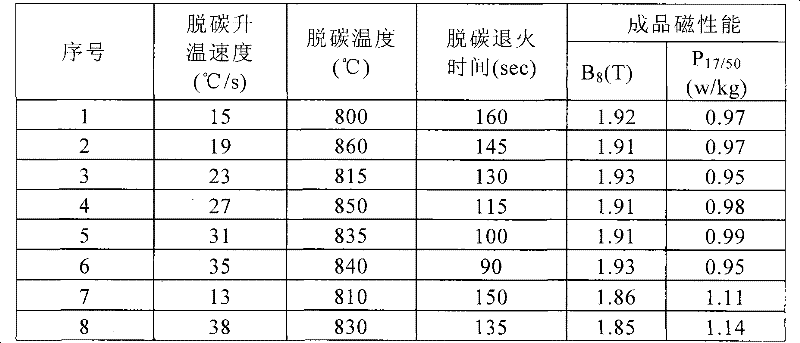
[0035] Smelt and cast according to the chemical composition described in Table 1. The slabs with different compositions were kept in a heating furnace at 1175°C for 90 minutes and then hot-rolled to a hot-rolled plate with a thickness of 2.5mm. The starting and finishing temperatures were 1082°C and 947°C, respectively. Normalization and nitriding are carried out simultaneously for hot-rolled sheets, and an appropriate normalization nitriding process is selected: normalization nitriding temperature 1115°C—time 75s—dew point 40°C—NH 3Ratio 25%—cooling start temperature 820°C—cooling rate 23°C / s—infiltration [N] content 172ppm. Then it is pickled and cold-rolled to a finished product thickness of 0.30mm. Decarburization annealing was carried out under the conditions of heating rate of 26°C / s, decarburization temperature of 815°C, and uniform temperature of 150s, so that the [C] content in the steel plate was reduced to below 30ppm. After coating the release agent with MgO as t...
Embodiment 2
[0041] The components and weight percentages of oriented silicon steel slabs are Si: 3.25%, C: 0.070%, S: 0.009%, Als: 0.033%, N: 0.05%, Mn: 0.15%, Sn: 0.008%, and the rest are Fe and unavoidable impurities.
[0042] The different hot rolling process conditions are shown in Table 2 below. For the 2.3mm hot-rolled sheet, the normalization and nitriding are carried out simultaneously, and the appropriate normalization nitriding process is selected: normalization nitriding temperature 1085°C—time 65s—dew point 30°C—NH 3 Ratio 20%—cooling start temperature 780°C—cooling rate 33°C / s—infiltration [N] content 145ppm. Then it is pickled and cold-rolled to a finished product thickness of 0.30mm. Decarburization annealing was carried out under the conditions of heating rate of 29°C / s, decarburization temperature of 855°C, and uniform temperature of 120s, so that the [C] content in the steel plate was reduced to below 30ppm. After coating the release agent with MgO as the main compone...
Embodiment 3
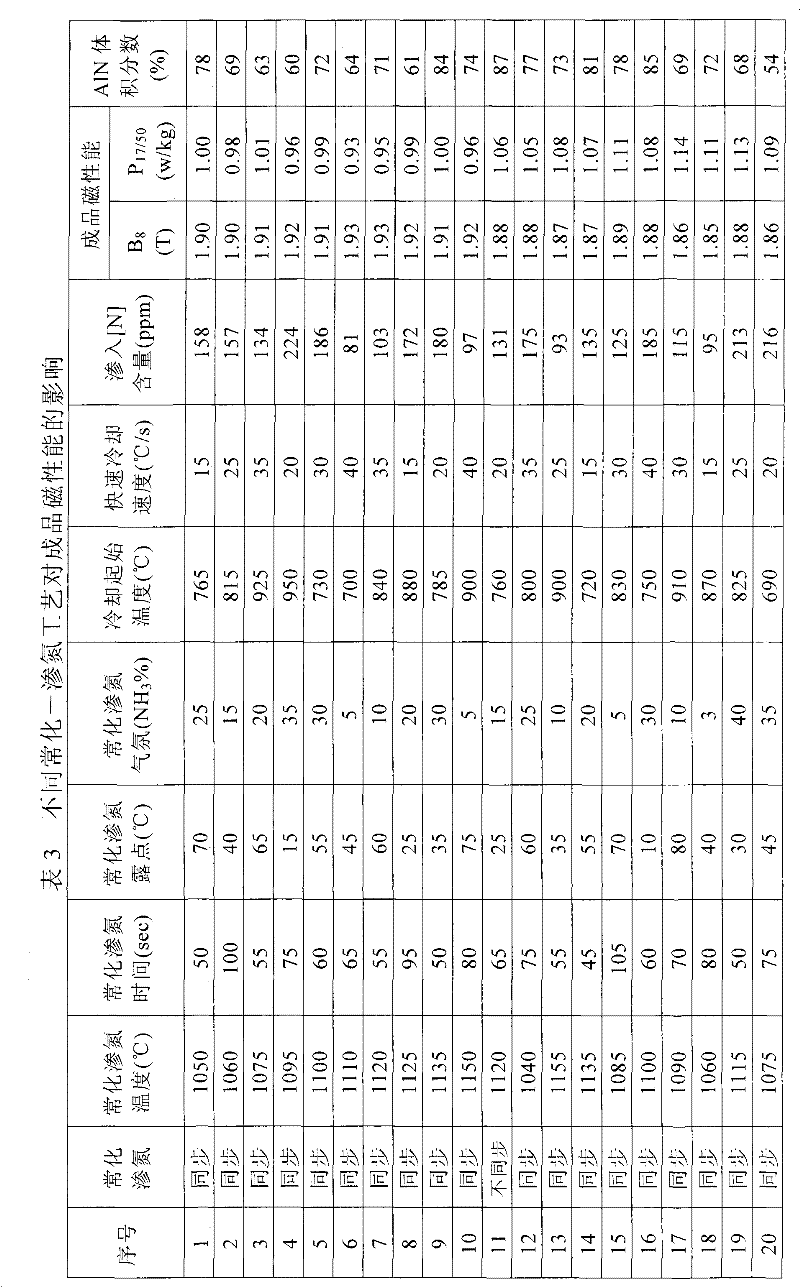
[0047] The components and weight percentages of oriented silicon steel slabs are Si: 3.25%, C: 0.070%, S: 0.009%, Als: 0.033%, N: 0.05%, Mn: 0.15%, Sn: 0.008%, and the rest are Fe and unavoidable impurities. It was kept in a heating furnace at 1190°C for 30 minutes and then hot-rolled to a hot-rolled plate with a thickness of 2.3mm. The starting and finishing temperatures were 1080°C and 942°C, respectively. Different normalization and nitriding process conditions are shown in Table 3 below. Then it is pickled and cold-rolled to a finished product thickness of 0.30mm. Decarburization annealing was carried out under the conditions of heating rate of 28°C / s, decarburization temperature of 855°C, and uniform temperature of 140s, so that the [C] content in the steel plate was reduced to below 30ppm. After coating the release agent with MgO as the main component, in the atmosphere of 100% H 2 , The dew point is -10°C, and the temperature is 1200°C for 20 hours of high temperatur...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More