

Method for measuring forward tensile strength of welding spots and fixtures
A tensile strength and solder joint technology, which is applied in the field of welding testing, can solve the problems of inability to realize a square box, increase the test cost, and test difficulties, so as to overcome the unfavorable formability of sheet metal parts, and the measurement method is simple and easy to operate. strong effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] The method for measuring the forward tensile strength of solder joints of the present embodiment may further comprise the steps:
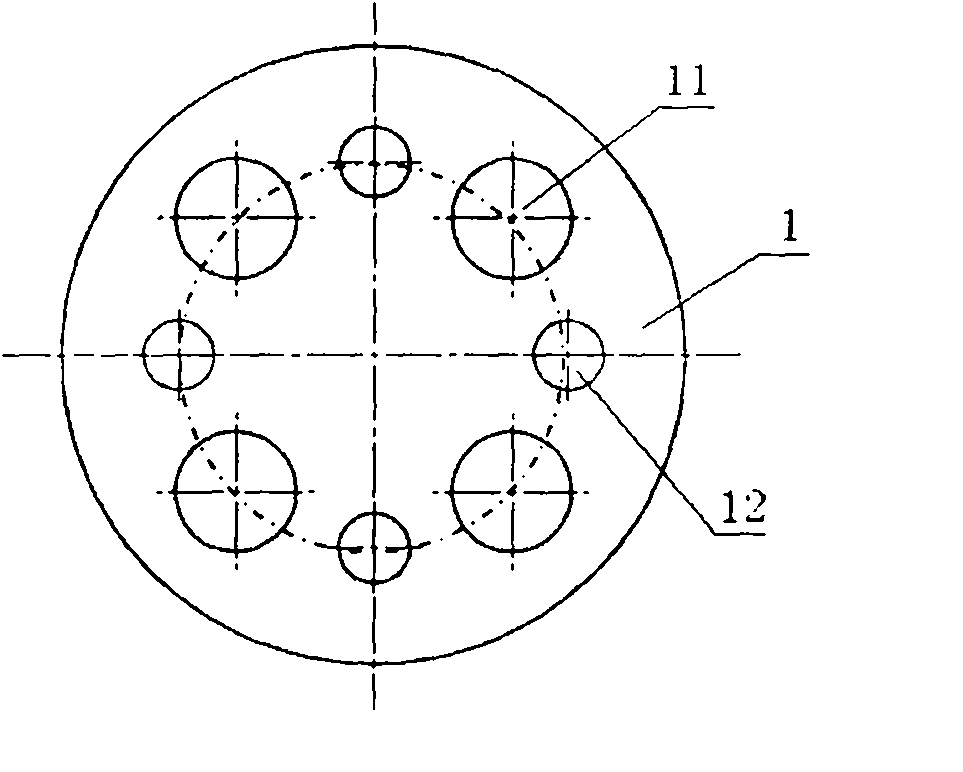
[0028] A: If figure 1 As shown, first two circular test plates 1 of the same size are stacked together concentrically, and then eight through holes with the same position and size are drilled on the two test plates 1, wherein each test plate 1 The through-holes on the top are evenly distributed on a circle, and the through-holes include four first through-holes 11 with larger diameters and four second through-holes 12 with smaller diameters, the first through-holes 11 and the second through-holes The holes 12 are arranged at intervals; the thickness of the test plate 1 is between 0.5-2.5 mm, and the surface is required to be smooth and flat, not corroded, flat and uniform in thickness;
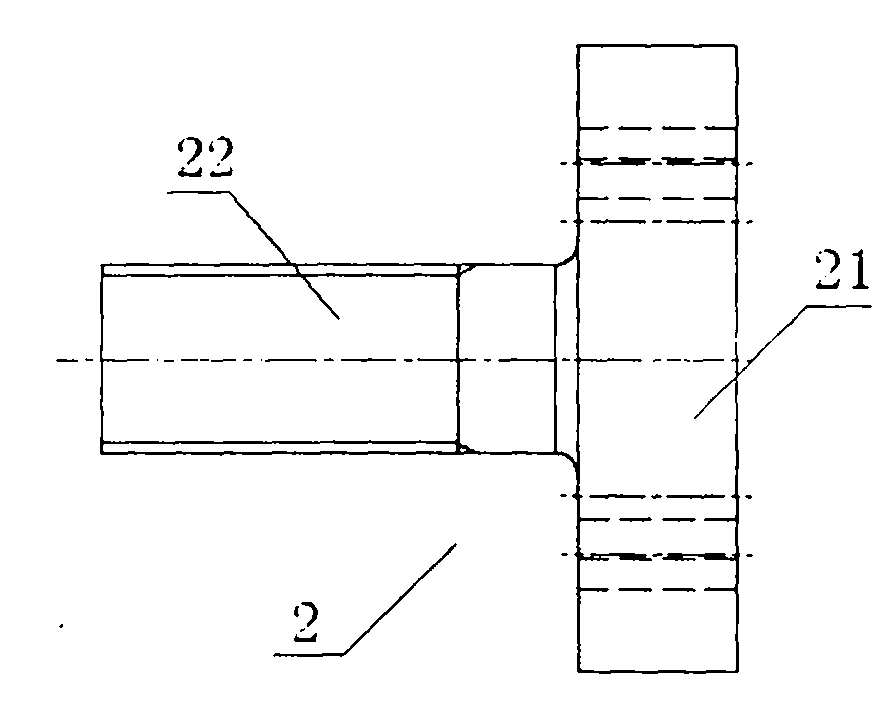
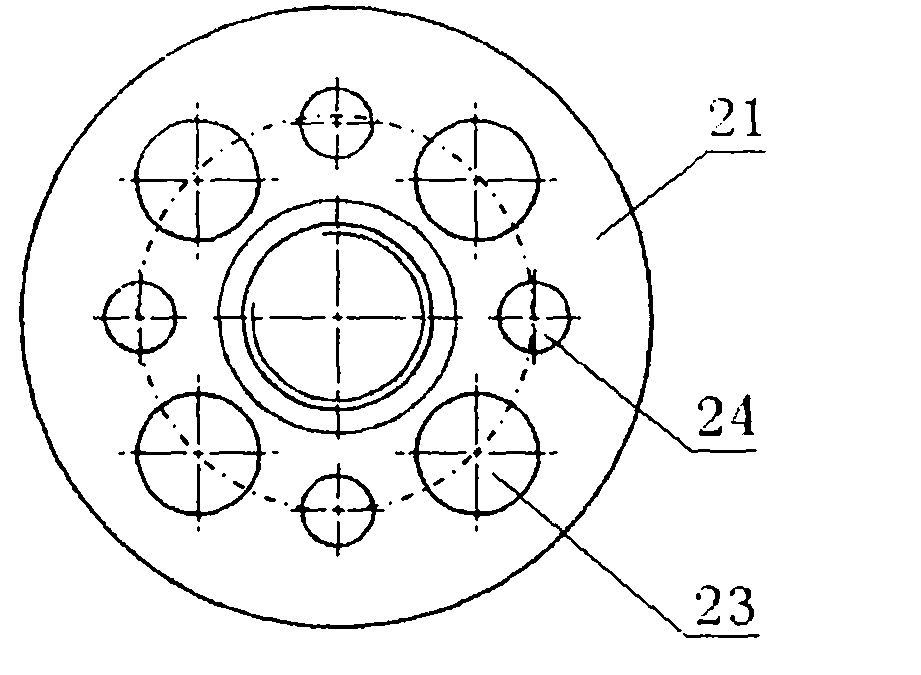
[0029] B: if figure 2 , 3 As shown, two fixtures 2 with mounting surfaces 21 and clamping ends 22 are selected, and through holes 23, 24 with the same p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More