

Hardfacing MIG-arc welding wire and hardfacing MIG-arc welding process
A welding wire and arc welding technology, which is applied in the field of MIG arc welding wire, can solve the problems of unstable hardened surfacing metal quality, slag inclusion, and low degree of freedom in component design, so as to reduce the amount of smoke and dust, flat weld bead shape, and earth The effect of environmental improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] Hereinafter, embodiments of the present invention will be described in detail.
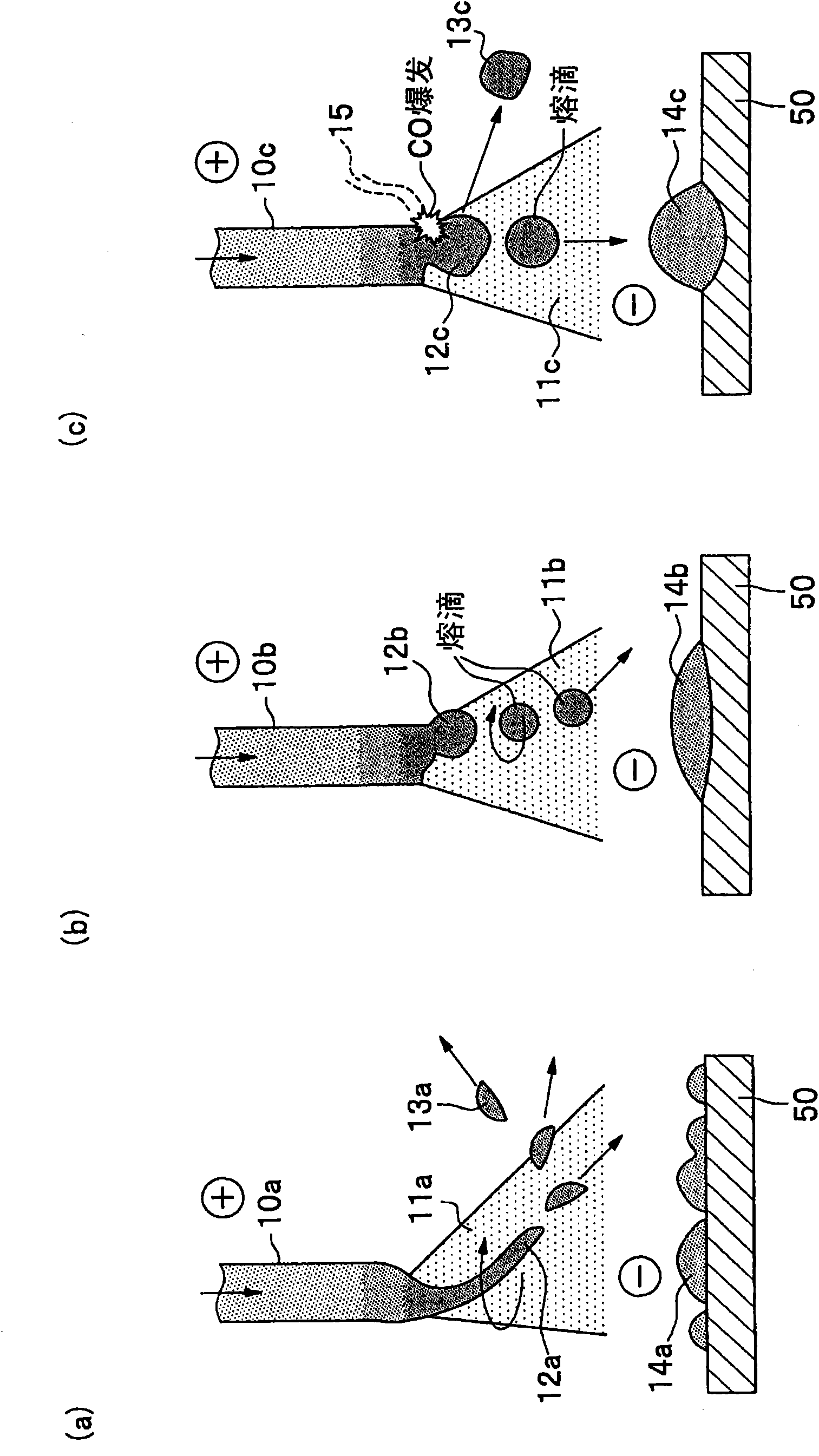
[0029] First, refer to figure 1 , the principle of the MIG arc welding wire for hardfacing welding (hereinafter appropriately referred to as welding wire) and the MIG arc welding method for hardfacing welding (hereinafter appropriately referred to as arc welding method) of the present invention accomplished by the present inventors will be described.
[0030] figure 1 It is a diagram for explaining droplet transfer in a pure Ar shielding gas atmosphere, and is a schematic diagram showing a cross-sectional shape of a welded portion. Moreover, (a) is the existing solid wire or flux cored wire, which is TiO 2 +ZrO 2 +Al 2 o 3 Welding wire with a content of less than 0.10% by mass, or TiO 2 +ZrO2 +Al 2 o 3 The welding wire whose C content is 0.10 to 1.20% by mass and the C content is less than 0.12% by mass is shown in the figure for arc welding using pure Ar gas.
[0031] (b) is the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| current | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More