

Adaptive welding method for pipe-plate circumference welding and subsection parameter setting and arc welding equipment
A technology for setting parameters and arc welding equipment, which is applied in the direction of arc welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of affecting welding quality, low welding pass rate, and low welding efficiency, so as to improve weld formation The effect of improving welding pass rate and improving welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] The present invention will be described in further detail below in conjunction with the accompanying drawings.
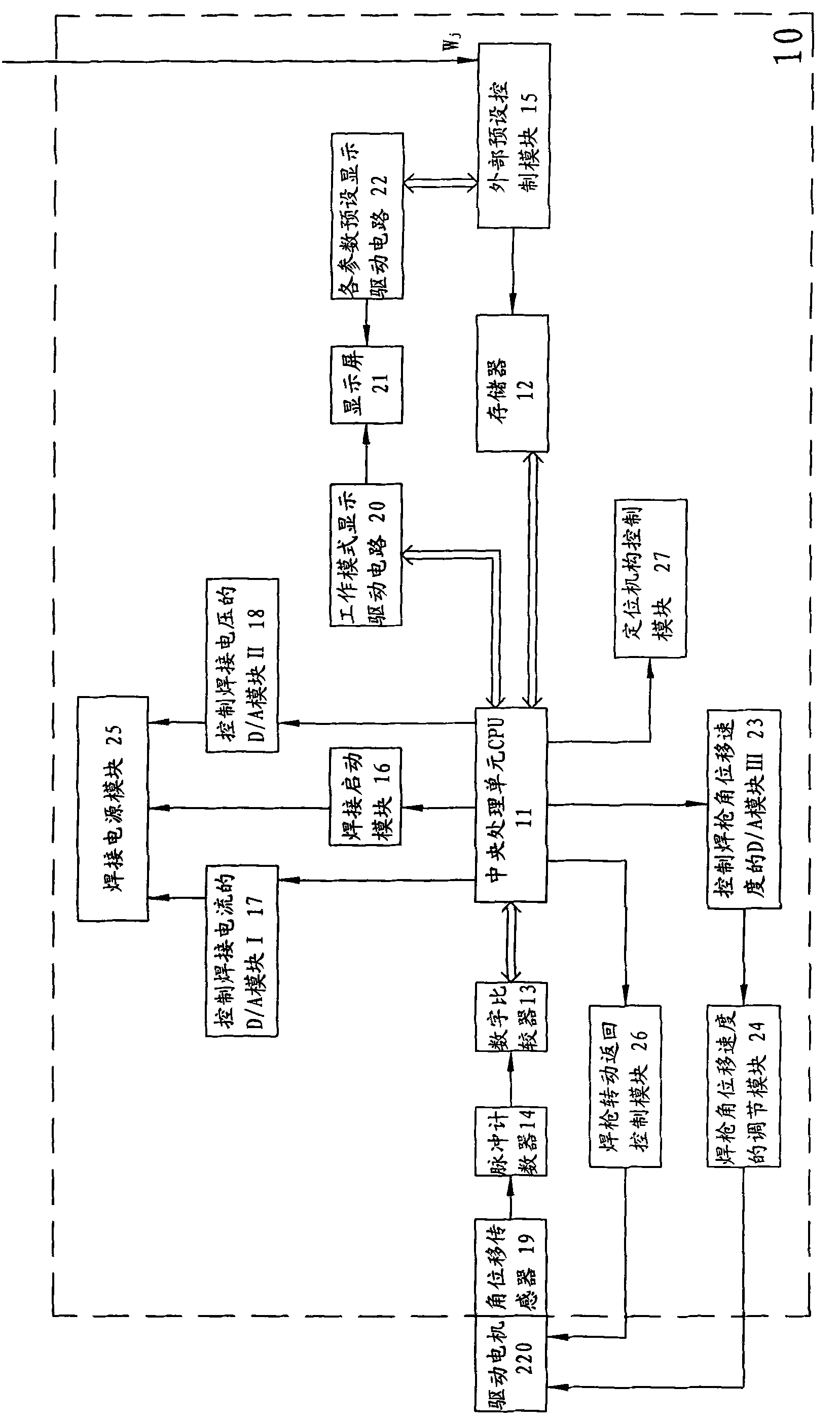
[0044] see figure 1 and figure 2 , the present invention relates to a kind of adaptive welding method for tube-plate circumferential welding, segmentally set parameters, comprising the following steps:
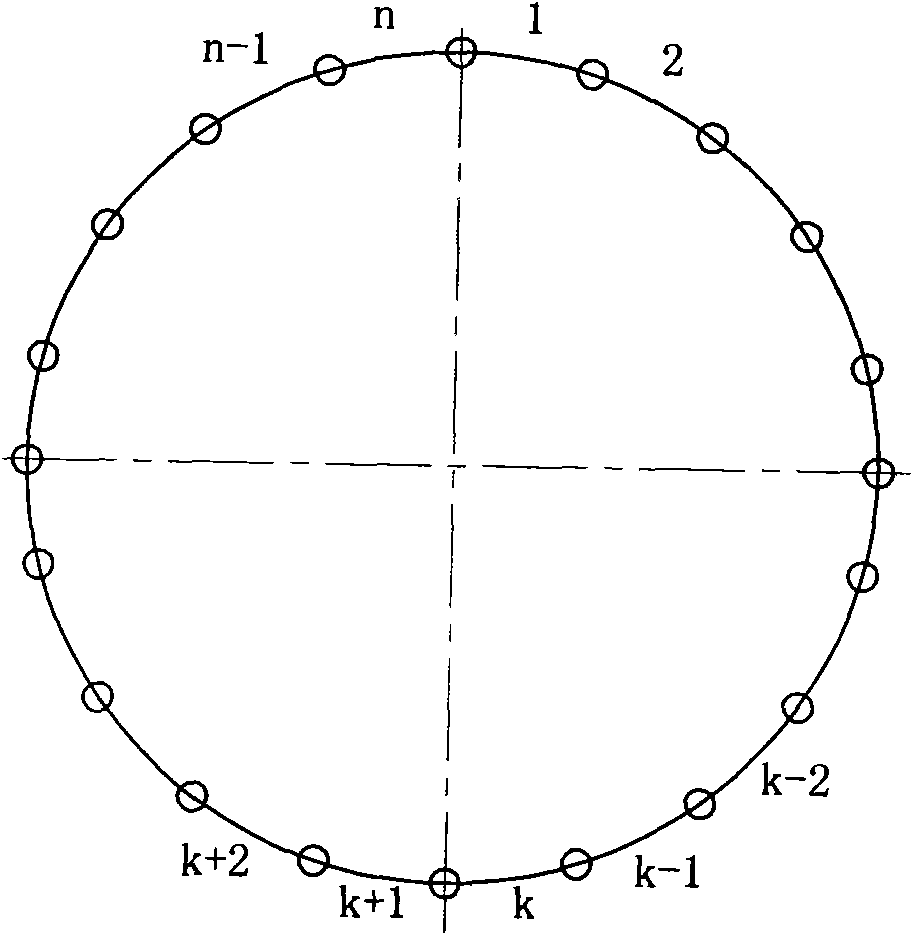
[0045] A. Divide the circumferential weld of the tube-plate to be welded into n arc segments, where n is an integer, and 20≥n≥2. There are different process requirements according to the different geometric positions of each arc segment, and each arc is preset. Section welding parameters W j ={I j , U j , β j}, j=1 to n, where I j , U j and beta j Respectively, the angular displacement of the welding torch rotation corresponding to the welding current, welding voltage and arc length of the arc section welding seam required by the welding process of the jth arc section on the circumferential weld seam;
[0046] B. Will implement the n sets of welding...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More